Где используется точечная сварка
Точечную сварку применяют, если требуется изготовить какую-либо металлическую конструкцию. Преимущества подобной технологии:
- экологическая безопасность;
- высокие прочностные характеристики соединения;
- быстрота и простота автоматизации работ.

Вследствие указанных выше достоинств, точечную сварку применяют:
- в автомобилестроении;
- в судостроении;
- в авиационной промышленности;
- в производстве электронных изделий и бытовой техники;
- при создании ювелирных украшений;
- на предприятиях, выпускающих товары народного потребления и пр.
Мощностные параметры и возможности собственноручно сделанной сварки контактного типа не сравнятся с показателями аппарата заводской сборки. Несмотря на это, её допустимо применять для приваривания металлов всех видов стали и сплавов.
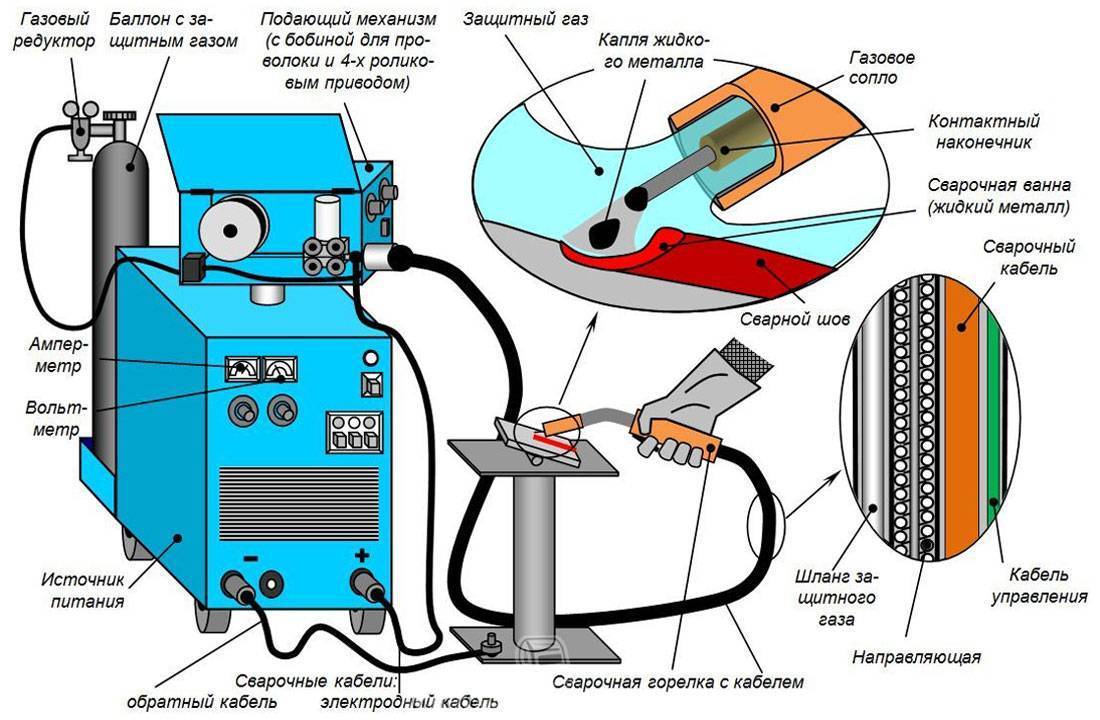
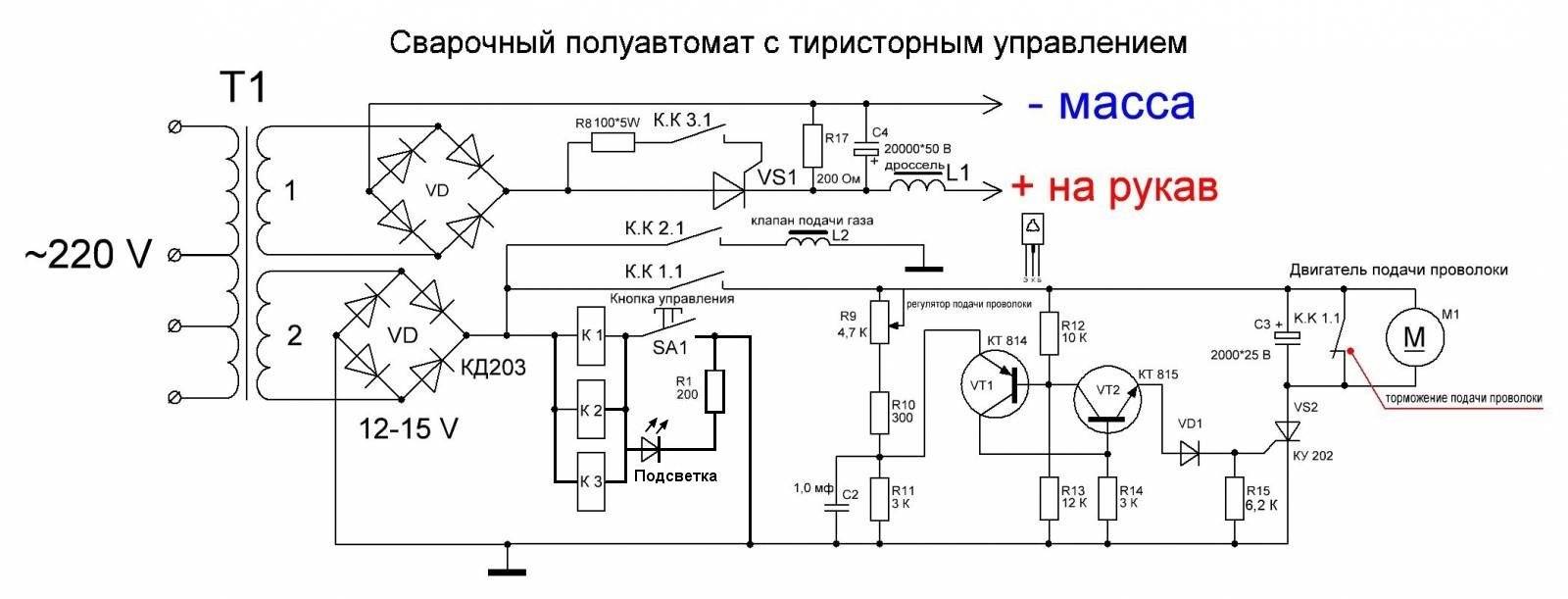
Сварочный полуавтомат из инвертора
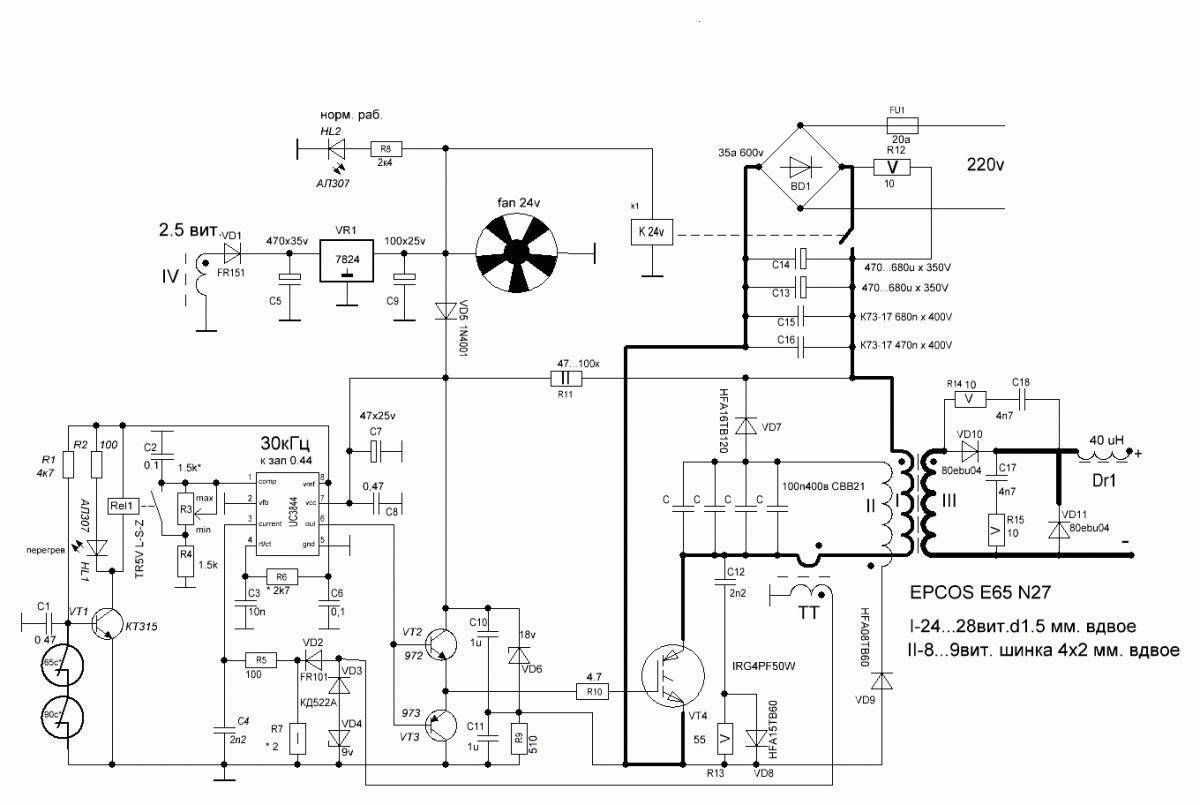
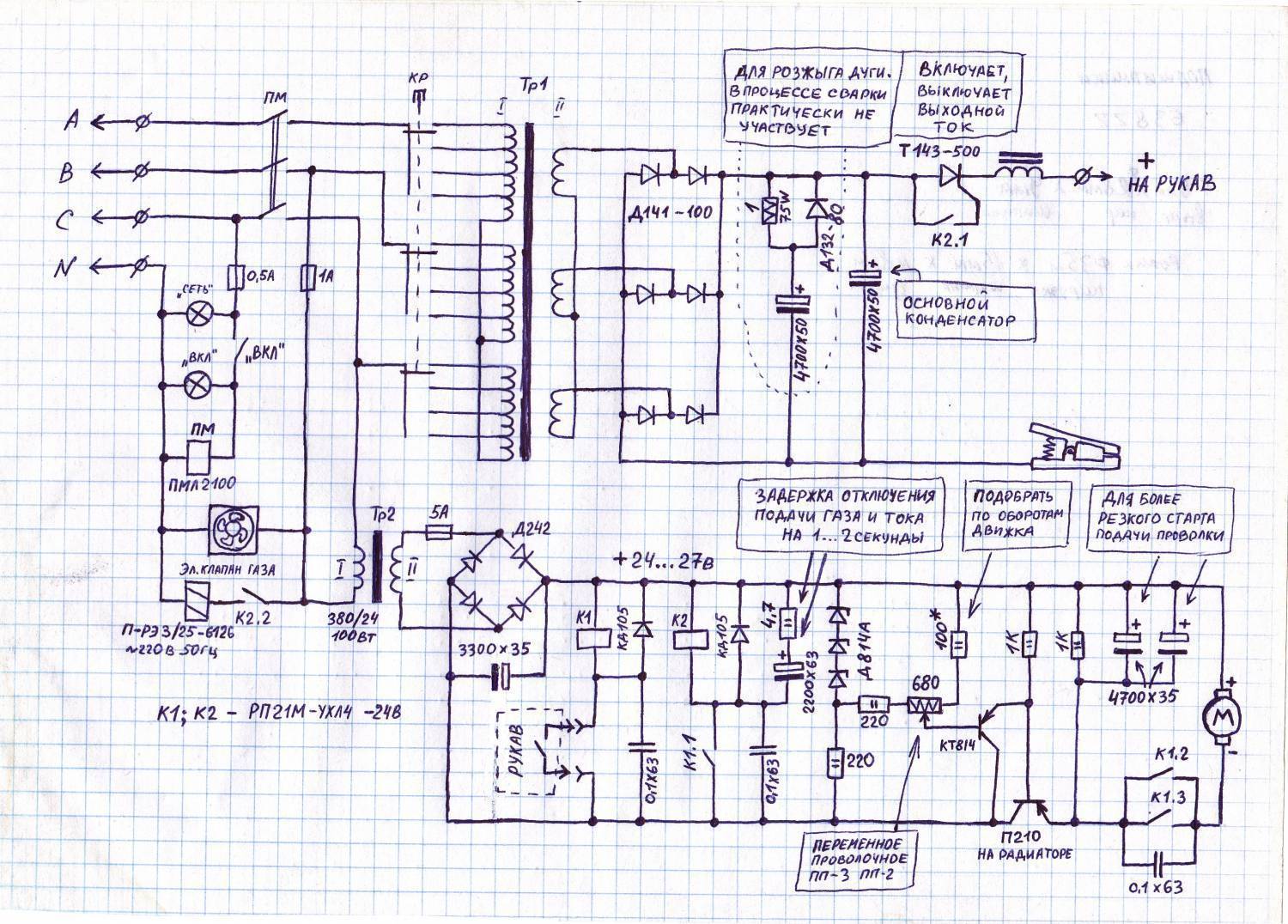
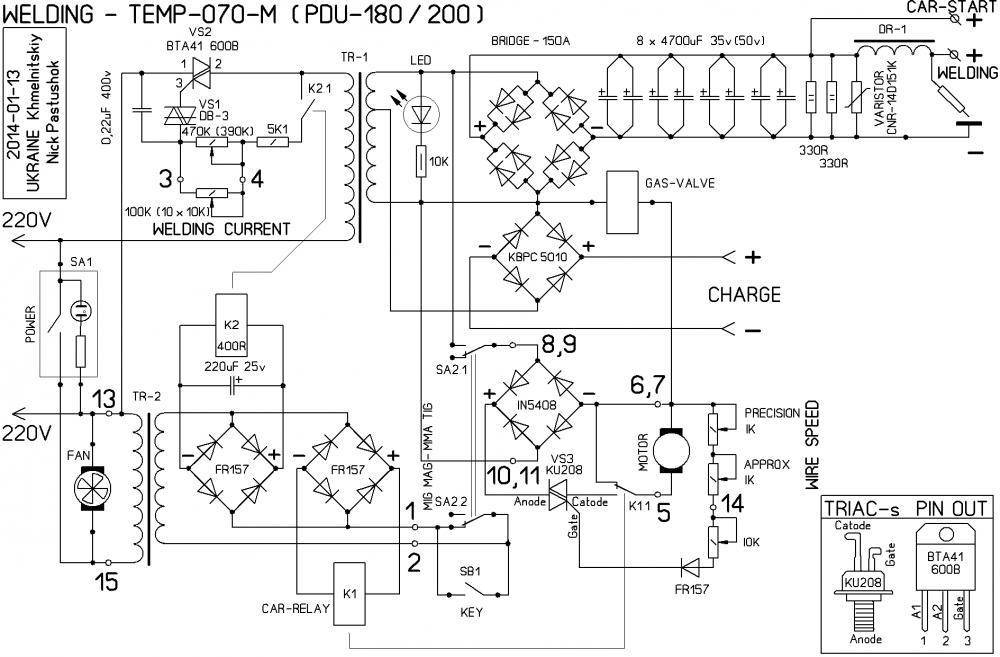
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
Конденсаторная сварка своими руками
Прежде чем начинать делать аппарат конденсаторной сварки своими руками нужно выбрать тип устройства. Они бывают бестрансформаторными и трансформаторными. Первый вариант чаще применяют для ударной сварки, второй для соединения заготовок прочными швами. В бестрансформаторных аппаратах конденсаторы разряжаются на соединяемые детали, в трансформаторных на первичную обмотку выходного трансформатора. Со вторичной обмотки которого импульс тока поступает на место соединения.
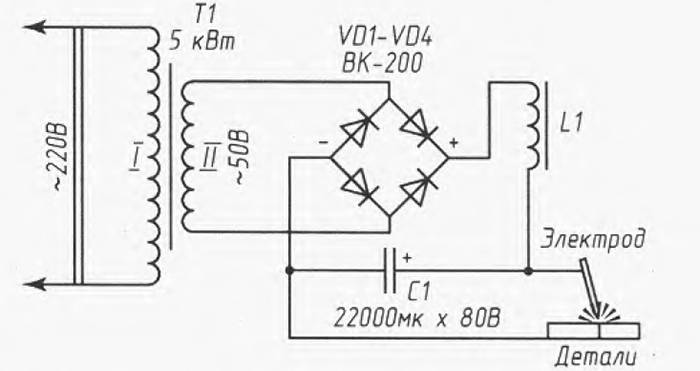
Трансформаторный аппарат
Трансформаторная схема конденсаторной сварки собирается из следующих деталей:
- сетевого трансформатора мощностью 5 — 20 Вт со вторичным напряжением 5 В;
- двух выпрямительных мостов;
- тиристора КУ 202 или аналога для управления разрядом;
- одного или нескольких конденсаторов с суммарной емкостью 1000 — 2000 мкФ;
- выходного трансформатора мощностью не меньше 1 кВт;
- предохранителя, кнопочного переключателя любого типа.
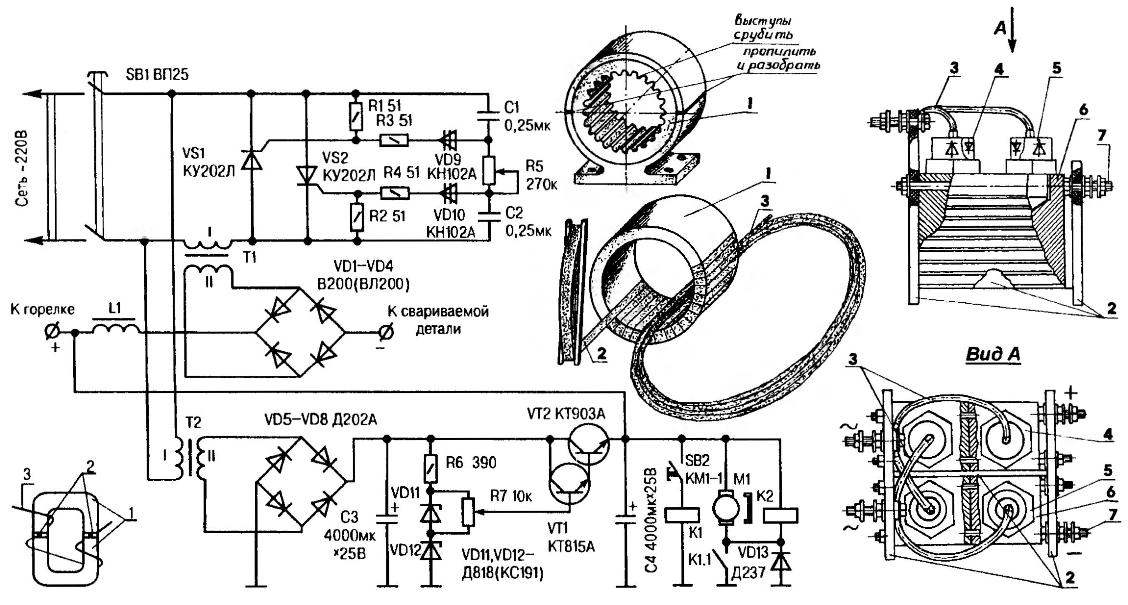
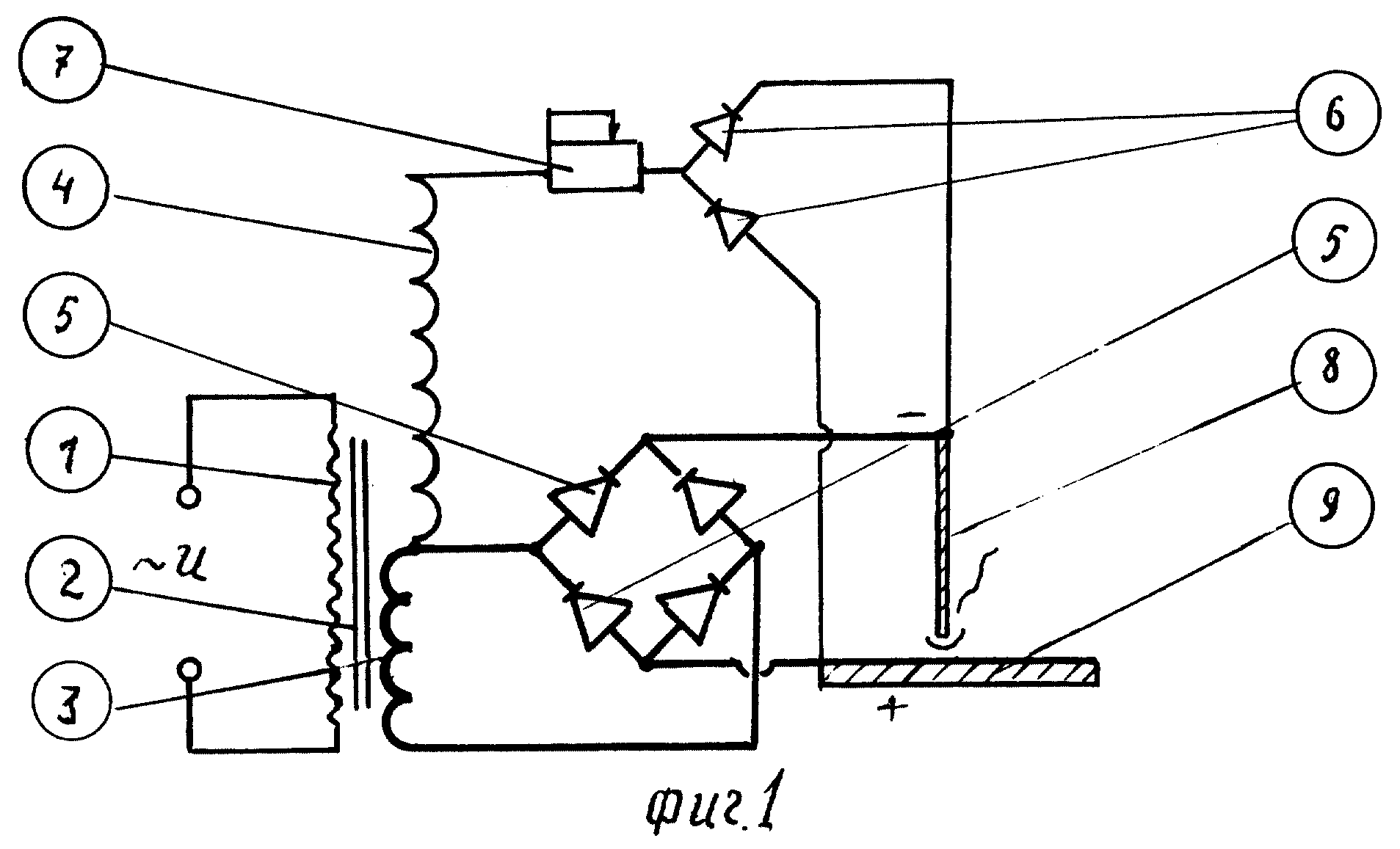
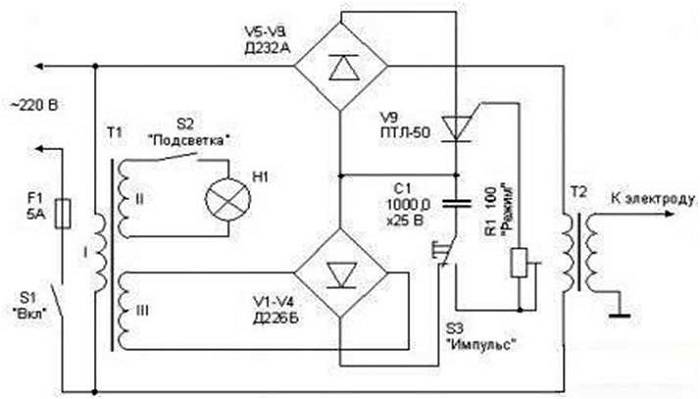 Схема конденсаторной сварки трансформаторного типа
Схема конденсаторной сварки трансформаторного типа
При безошибочном монтаже устройство начинает работать сразу без дополнительных настроек. Таким аппаратом можно проводить точечную сварку на конденсаторах со скоростью до 5 импульсов в секунду.
В качестве выходного можно использовать трансформатор от микроволновой печки с небольшой доработкой. Магнитные шунты убирают, вместо вторичной обмотки наматывают 3 — 5 витков медной шины сечением 20 — 35 мм².
Если трансформатор от микроволновой печки добыть не получилось, самодельный собирают на сердечнике из пластин Ш 40 с толщиной набора 70 мм. Для первичной обмотки потребуется 300 витков провода диаметром 0,8 мм, для вторичной 10 витков шины.
Качество конденсаторной сварки зависит не только от характеристик сварочного аппарата, но и от электродов. Их можно прижимать к деталям руками или зажимами, но лучше сделать рычажную конструкцию.
Она состоит из нижнего электрода из медного стержня диаметром 8 мм, длиной 1 -2 см, закрепленного на неподвижном основании. Для лучшего контакта с заготовками верхний конец округляют. Подвижный электрод крепят на рычаге, с помощью которого можно быстро сжимать заготовки между собой. Основание с нижним контактором должно быть изолировано от рычага.
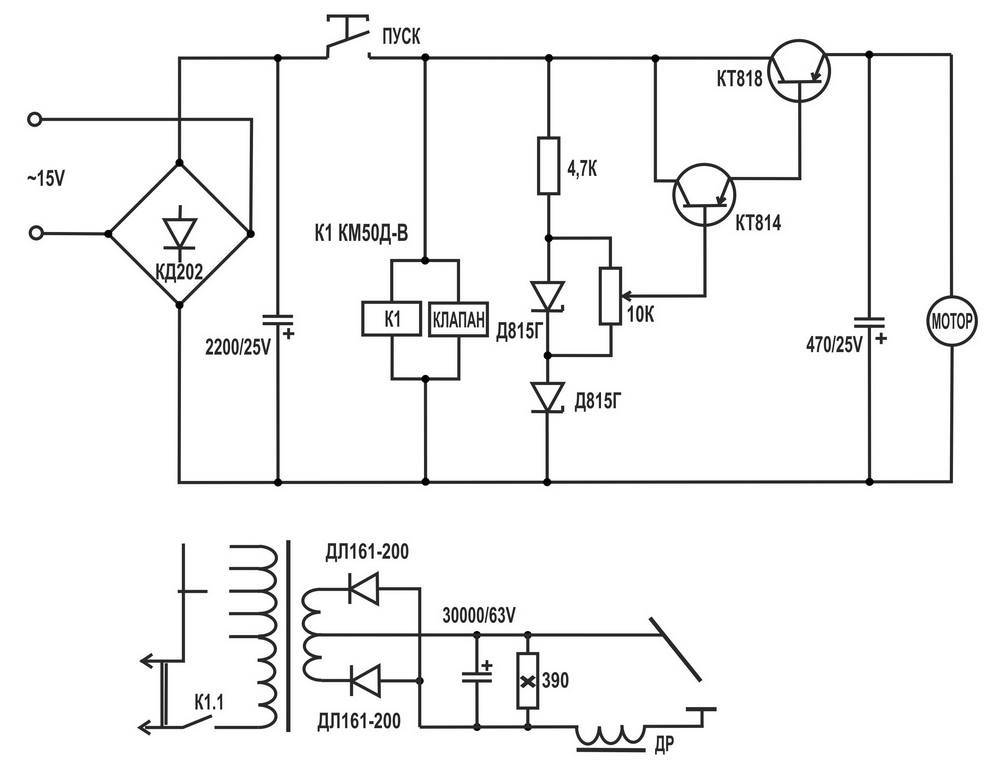
Бестрансформаторный вариант
Бестрансформаторная схема может быть собрана на высоковольтных или низковольтных конденсаторах.
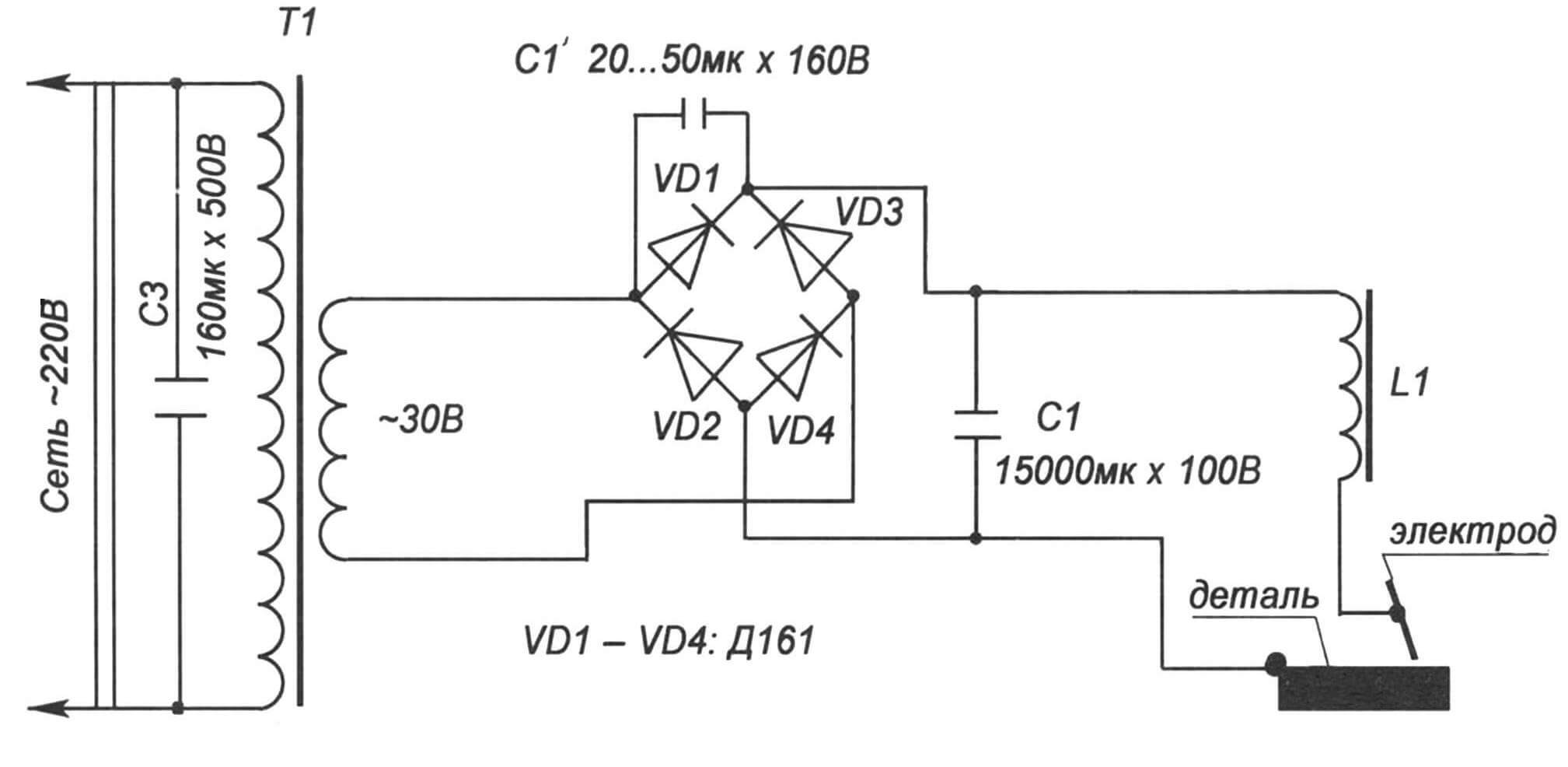
Чтобы собрать конденсаторный аппарат по первому варианту, потребуются повышающий трансформатор, высоковольтные диоды для выпрямительного моста. Также понадобятся один или несколько конденсаторов с рабочим напряжением не меньше 1 кВ общей емкостью 1000 мкФ. Схема обеспечивает 100 А в импульсе длительностью 5 мс. Режим разряда регулируют изменением числа витков вторичной обмотки переключателем SA1. Элементы схемы находятся под высоким напряжением, поэтому нужно строго соблюдать правила техники безопасности при работе с электроинструментом.
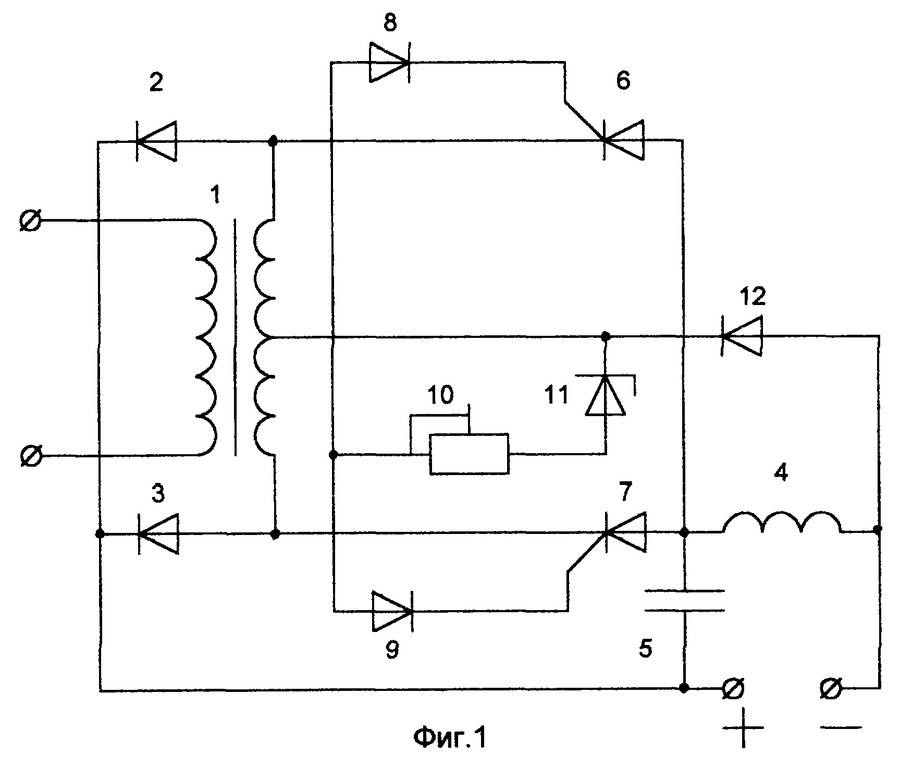
 Схема конденсаторной сварки ударного типа
Схема конденсаторной сварки ударного типа
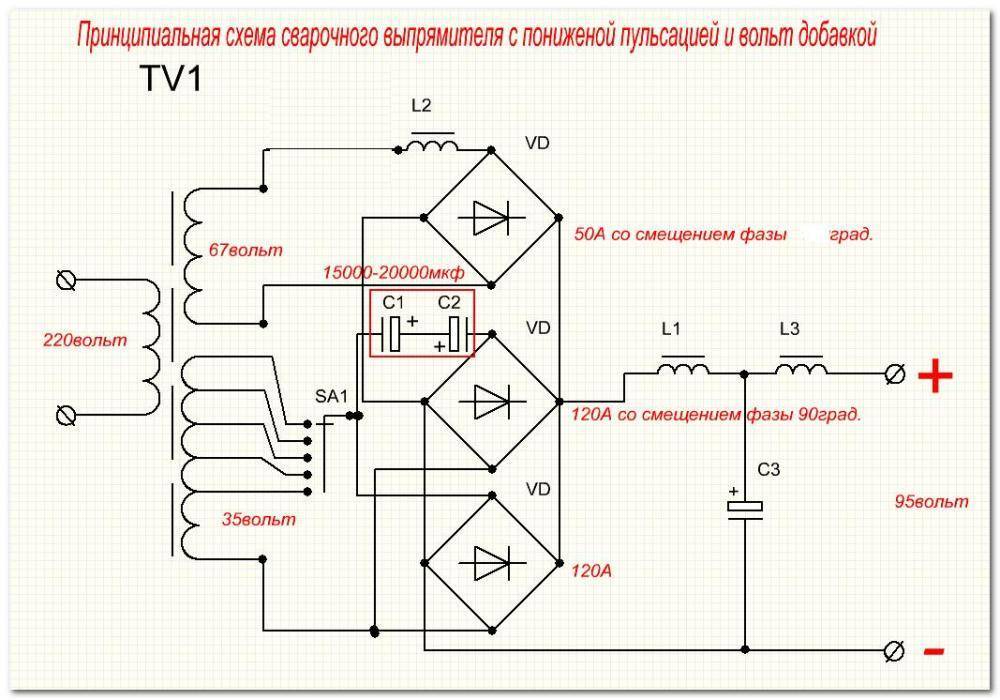
Низковольтную схему собирают из понижающего трансформатора мощностью 100 — 500 Вт и блока конденсаторов с рабочим напряжением 50 В общей емкостью от 40 до 100 тысяч мкФ. Такой аппарат выдает ток 1 -2 кА в течение 600 мс. При монтаже конденсаторов на печатной плате соединительные дорожки нужно усилить медным проводом, иначе они могут расплавиться при разряде.
Конструкция низковольтного бестрансформаторного аппарата получается громоздкой, так как батарея конденсаторов занимает много места, да и весит немало. Вместо нее можно использовать ионистор, но цена прибора на порядок больше стоимости всей батареи.
Самодельный аппарат для сварки
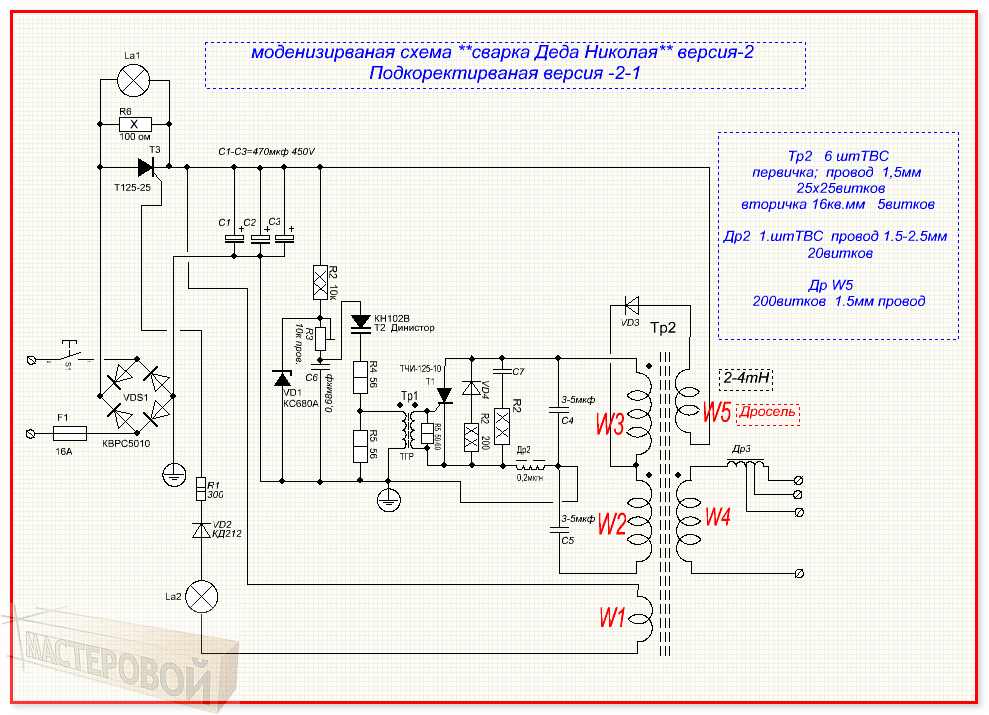
Схема является основой создания сварочного аппарата, а его «сердцем» можно считать трансформатор, который будет создавать необходимое напряжение.
Сразу стоить отметить, что данный элемент должен быть мощным с минимальным значением 700-800 ватт.
Видео:
Можно сделать самодельный сварочный аппарат с помощью инвертора, но для этого необходимы определенные знания и навыки. Использование трансформатора, а не инвертора, является более простым способом создания самодельного аппарата.
Трансформатор можно взять из микроволновки. Причем для этого подойдет старое устройство или микроволновку можно приобрести специально с рук.
Схема дальнейших действий следующая:
- Доставать трансформатор из микроволновки нужно аккуратно, убирая все крепления, разбирая основу;
- Вторичная намотка с трансформатора из микроволновки должна быть сбита. Использовать можно любой подручный инструмент: молоток, зубило, клещи, сверло и пр. Кстати сверло должно быть всегда под рукой при использовании точечной сварки. Вторичная обмотка отличается от первичной более толстым проводом. Действовать здесь нужно также аккуратно, чтобы не повредить провод, используемый для первичной обмотки;
- Необходимо сделать два-три витка новой вторичной обмотки. Для получения тока в 1000А желательно брать провод, толщина которого будет не меньше 1 см. Физически сделать больше трех витков не получится, поэтому при необходимости добавляется еще один трансформатор из микроволновки, как было сказано выше;
- Следующим шагом выполняется проверка обмотки на короткие замыкания. Используется для этого вольтметр. Если таковых не обнаруживается, следовательно, можно продолжать работу;
- Далее трансформатор из микроволновки проверяется амперметром. Если сила тока превышает значение 2000А, то необходимо ее уменьшить, чтобы избежать в дальнейшем перепадов напряжения.
Для электродов хорошо подойдет медная проволока. Толщина проволоки подбирается таким образом, чтобы диаметр провода не превышал ее диаметра.
Можно воспользоваться двумя паяльниками, точнее их жалами, которые можно установить в качестве электродов.
Потери тока можно снизить, укоротив длину провода, идущего от электрода.
Соединение провода с электродом происходит при помощи медного наконечника, можно сделать отверстие при помощи высверливания, сверло при этом используется на 8.
Далее для обеспечения безопасной работы самодельного сварочного аппарата необходимо сделать корпус. Лучшим материалом для этого послужит дерево.
При создании рычагов нужно учитывать следующий момент: необходимо создать свободное движение верхнего рычага по горизонтали и вертикали, сделать это можно с помощью специальных проемов в корпусе.
Видео:
При желании можно и нижний рычаг сделать аналогичным образом.
Необходимо предусмотреть место под включатель-выключатель на задней крышке прибора. После установки тумблера вставляется кабель питания.
Чтобы исключить возможность выпадения кабеля, его необходимо сделать более толстым, утолщить.
Трансформатор из микроволновки крепится к основанию с помощью саморезов. На крепление надевается клемма и делается заземление. Все соединения должны быть тщательно изолированы.
Чтобы верхний рычаг оставался в поднятом состоянии, можно воспользоваться обычной резинкой, надетой на два самореза.
Смотрите видео о точечной сварке своими руками в нашей статье.
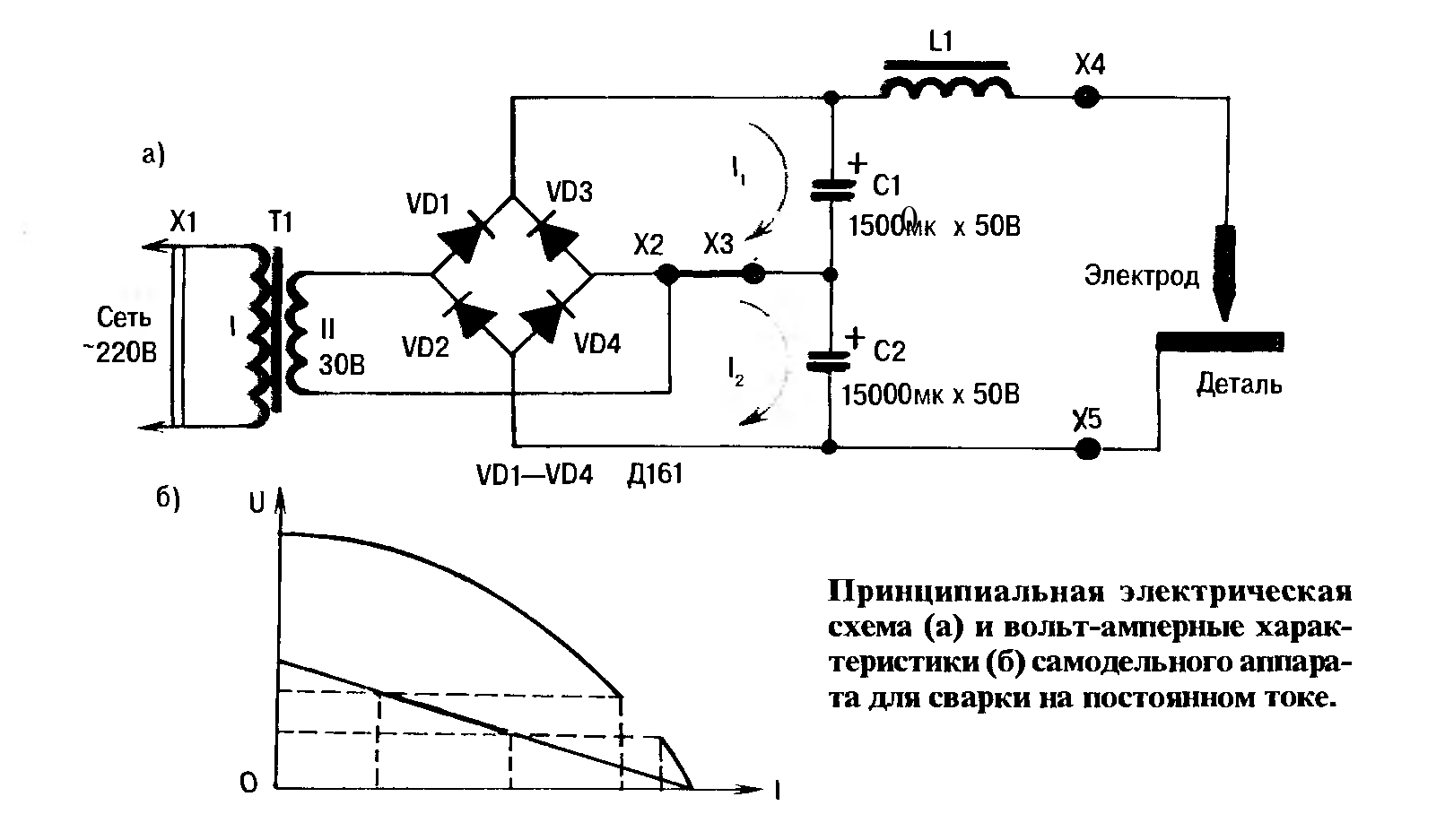
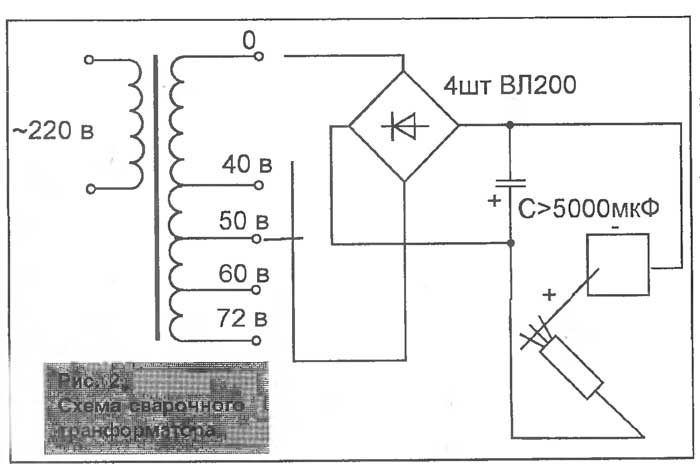
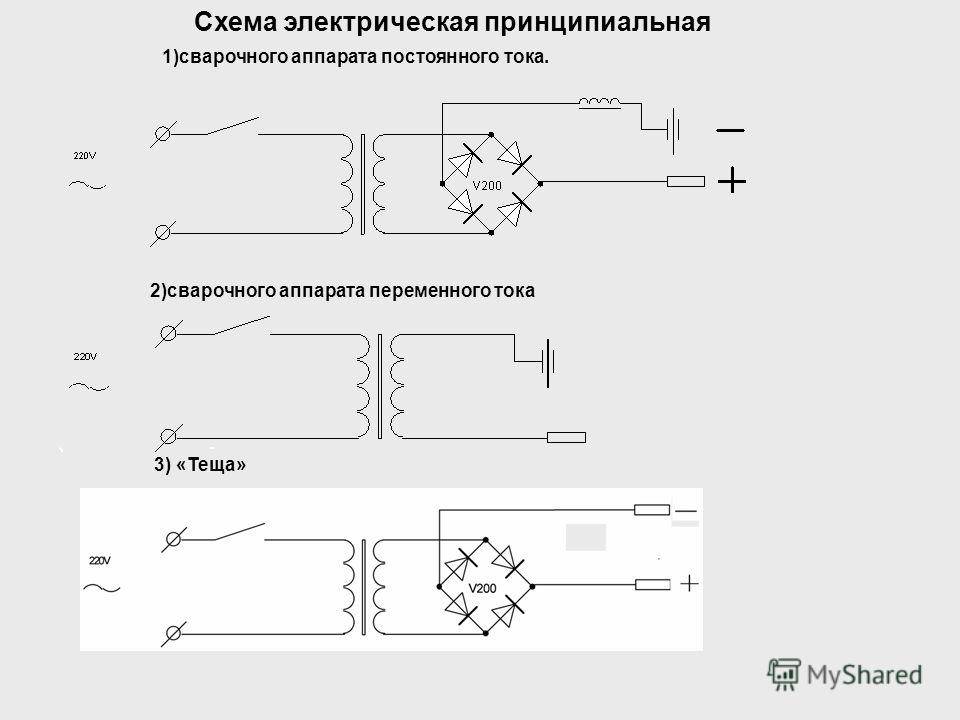
Переменный ток или постоянный
Чтобы выбрать вариант и правильно собрать устройство, необходимо ознакомиться с особенностями каждого из них:
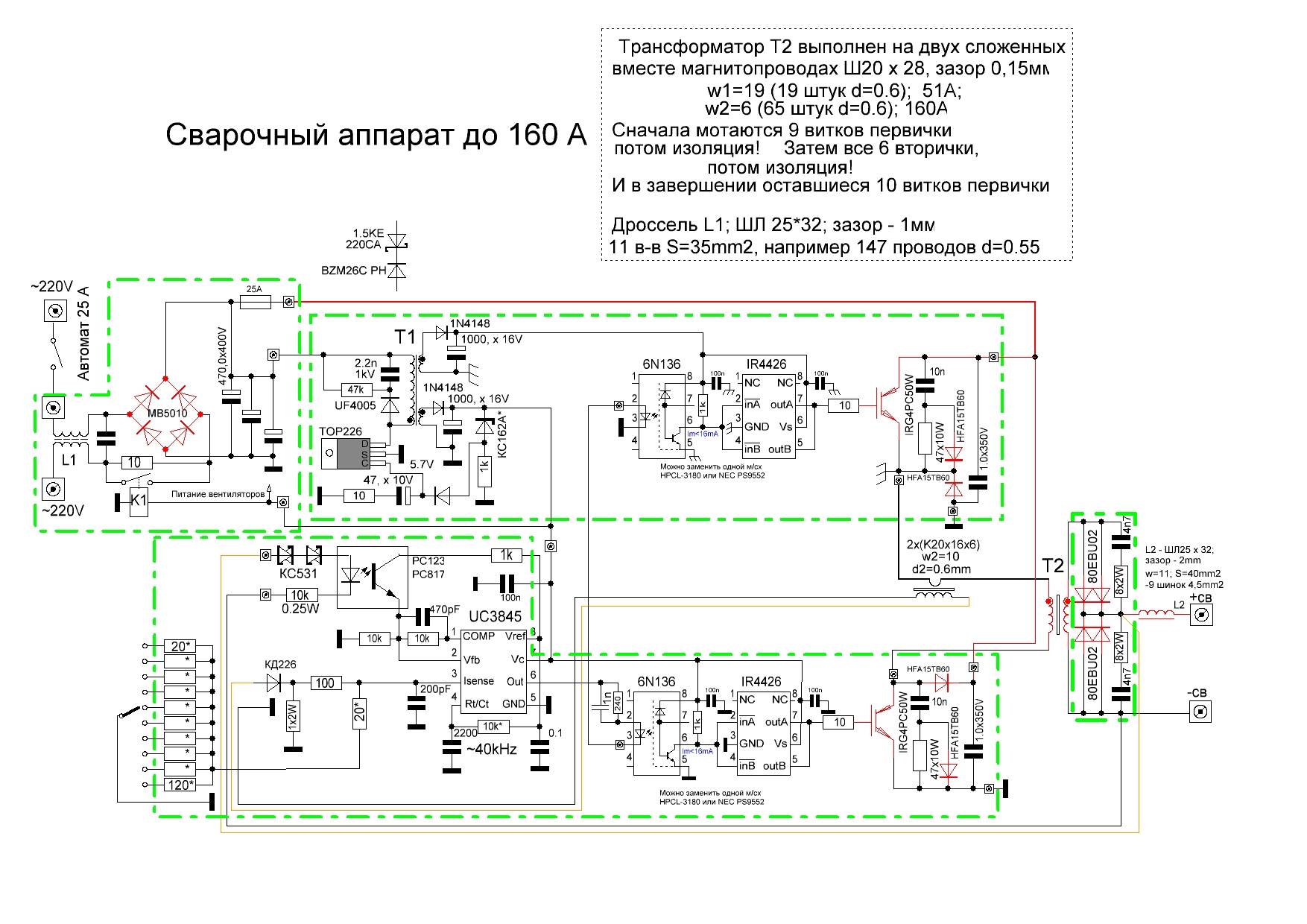
- Прибор, работающий с переменными параметрами, должен давать напряжение 60 В и силу тока до 160 А. Для определения характеристик провода, подсоединяемого к сети 220 В, применяют специальные таблицы. Сечение не должно превышать 7 мм². Оптимальной считают величину 3 мм². При создании прибора для работы с алюминием данный параметр умножают на 1,6. Кабель обматывают тканевой изоляцией, препятствующей короткому замыканию. Вторую обмотку делают из толстого медного провода.
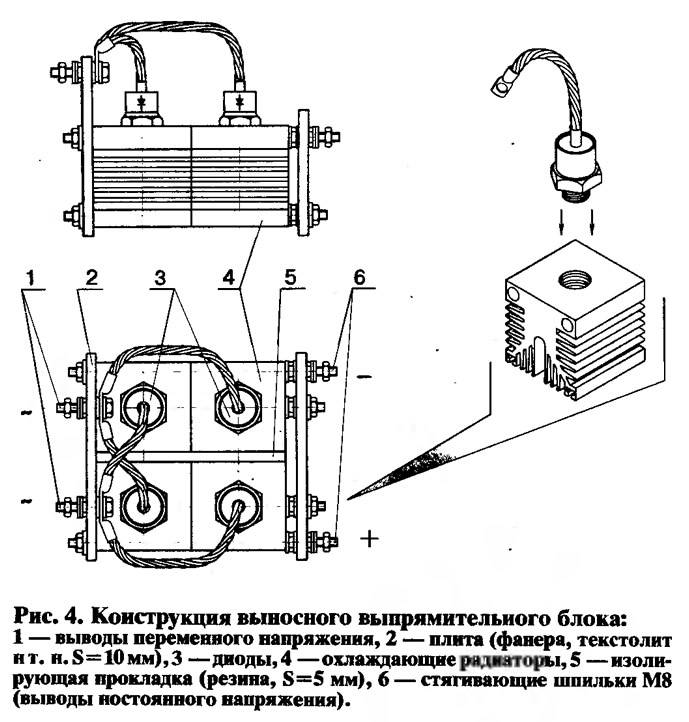
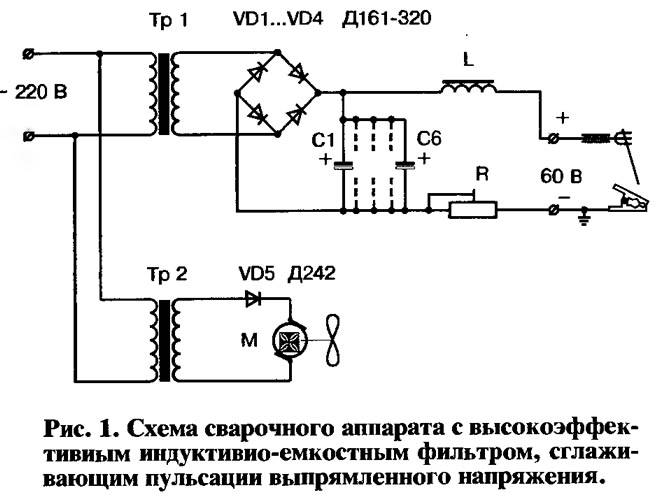
- Аппарат, функционирующий на постоянном токе. Оборудование применяют для сварки стальных или чугунных деталей. Для создания самоделки этого типа требуется минимум времени. Вторичная часть катушки здесь подключается через диодный выпрямитель. Блок должен выдерживать до 200 А, обладать качественной системой охлаждения. Для выравнивания силы тока в схему включают конденсаторы, для регулировки параметров – дроссель.

Выбор основных элементов
Питающий блок сварочного агрегата состоит из сердечника и обмоток. Первый можно приобрести в готовом виде или собрать самостоятельно.
Сердечник для сварочника
Основной компонент аппарата изготавливается из стальных профилей. Сделать его самостоятельно сложно. Проще найти готовую деталь на заводах, в пунктах сбора металла. Конструкция имеет вид прямоугольника площадью более 55 см². При сборке устанавливают болт, с использованием которого задают положение подвижной вторичной обмотки по отношению к стационарной первичной.
Обмотка проводов и особенности намотки
На первом этапе формируется первичная часть. Для этого накладывают 210-215 витков. Поверх устанавливают текстолитовую планку, на которой болтами фиксируют концы провода. После этого приступают к формированию вторичной обмотки. Она состоит из 70 витков. Концы также прикрепляют к текстолитовой пластине.
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Точечная сварка на основе инвертора
Контактная сварка из инвертора, изготовленная своими руками, является наиболее распространённым видом самодельного споттера для рихтовки. Существует множество способов сборки этого прибора.
Такой вид споттера очень похож на контактную сварку и является ее модификацией. Но его конструкция имеет отличительную черту — в ней отсутствуют клещи. Именно поэтому его можно считать аналогом электродуговой сварки, в которой ток проходит сквозь корпус автомобиля. Один контакт сварки присоединяется к поверхности, а вторым выступают насадка и шток.
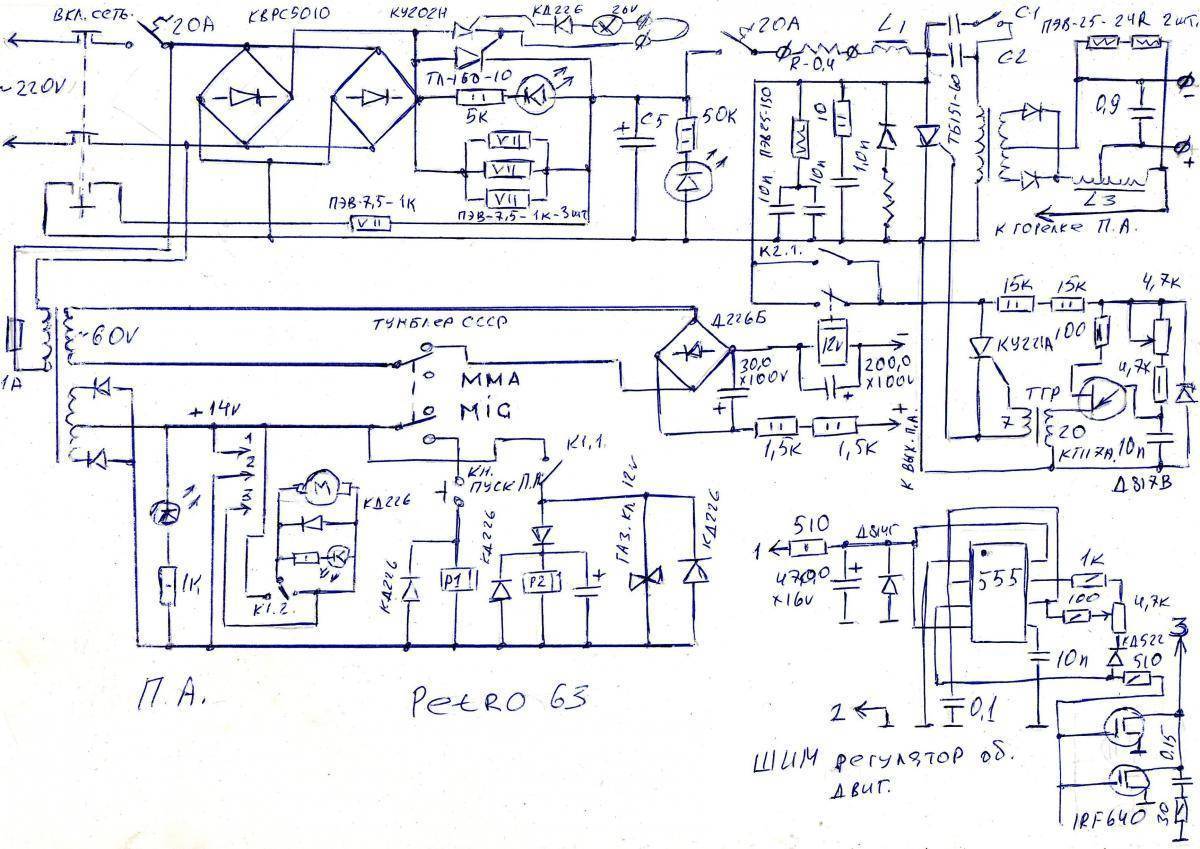
Инверторное устройство
Основной деталью устройства является пистолет, который можно сделать из аналогичного приспособления для строительного клея или от полуавтоматической сварки. Многие интересуются, как собрать пуллер своими руками. Схема довольно простая.
Включает она в себя следующие элементы:
- инверторная сварка;
- реле трёхстороннее.
Для того чтобы собрать его, понадобятся такие детали:
- 200 вольтовый тиристор;
- трансформатор, который регулирует напряжение и понижает его до 12 вольт;
- реле (30 ампер);
- диодный мост;
- контактная группа;
- кнопка для управления.
С помощью диодного моста происходит подключение трансформатора к сети, а к мосту подсоединяется тиристор.
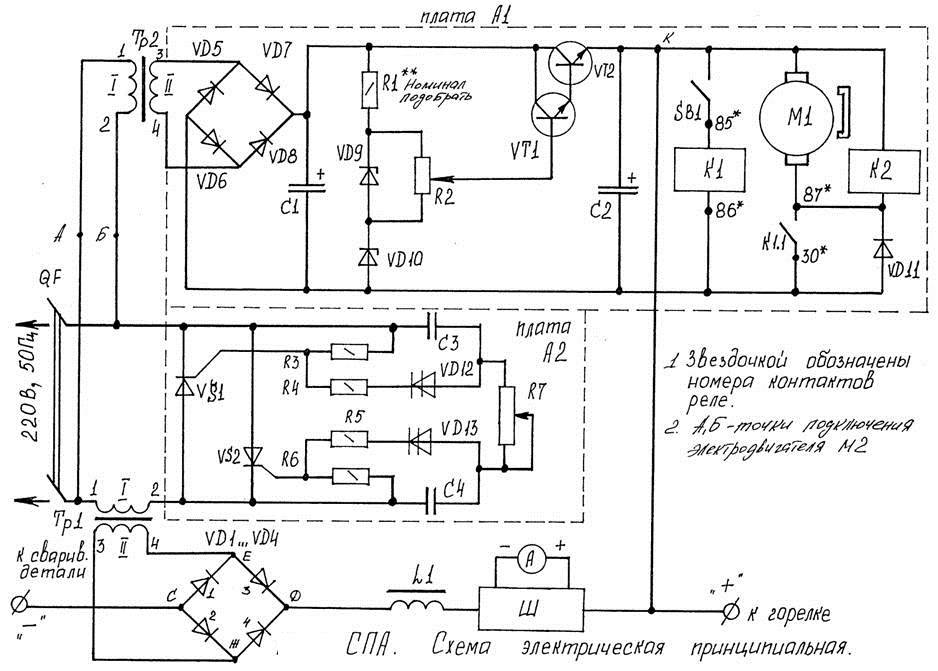
Споттер работает по следующему алгоритму:
- нажимается кнопка питания, запускается конденсатор и на незначительное время тиристор и резистор;
- в последующем с помощью диодов подаётся напряжение на трансформаторную обмотку;
- дальше электрод (направляющая) сваривается с поверхностью автомобиля;
- при разрядке конденсатора закрывается тиристор, а трансформатор теряет ток;
- работа аппарата завершена, и только конденсатор продолжает заряжаться от трансформатора для дальнейшей работы.
В качестве альтернативы тиристоры и диодный мост заменяются симистрами. Конструкцию самодельного споттера необходимо тщательно рассчитать для его правильной работы. Он должен работать без перебоев даже с минимальными вложениями.


Необходимые материалы для работы
Для сбора аппарата нужно до 40 кубических сантиметров металла. По периметру тиристора перегревы случаются редко, чаще всего они возникают после кабеля. Шток устройства тоже может сильно нагреваться, поэтому желательно его делать из латуни.
Кабель аппарата должен быть с сечением 70 кв. миллиметров, а для длины молотка его достаточно 2 метров. Также необходимо обустроить импульсное управление.
Для начала следует вместе с медной шиной обмотать трансформатор вторичной обмоткой. Она может быть и алюминиевая. После этого нужно ещё два раза намотать слои обмотки. В результате должна получиться обмотка на 250 квадратных миллиметра (5 обмоток с шестью витками).
Конструктивное исполнение
Машина точечной контактной сварки, изготовленная в бытовых условиях может быть предназначена для решения простых задач, возникающих в быту. С ее помощью несложно наложить шов, необходимый при ремонте или изготовлении изделий. Контактная точечная сварка получается путем нагревания отдельных элементов электрическим током и обеспечивается надежное соединение, и ремонтируемое изделия еще некоторое время прослужит.
Устройство функционирует в непосредственной зависимости от габаритов материала, его теплопроводности и мощности оборудования.
Параметры работы следующие:
- Невысокое напряжение от 1 до 10В.
- Время производства работ занимает несколько секунд.
- Сила тока от 1000 Ампер.
- Небольшая площадь расплавления.
- Давление к месту ремонтируемого образца должно быть сильным.
Автоматическая контактная сварка, сделанная в бытовых условиях, при соблюдении всех параметров учитывает требования к качеству. Чтобы упросить задачу рекомендуется выбирать переменный ток. В этом случае продолжительность воздействия позволит выполнить качественные швы, при этом временной промежуток будет увеличен. В таких устройствах имеется реле, обеспечивающее регулирование времени.
Аппарат контактной сварки своим руками сделать несложно. Он довольно прост в изготовлении. Для этих целей можно использовать в качестве автотрансформатора преобразователи тока от старого телевизора. Контактная сварка из микроволновки, а также сварка из инвертора или из ЛАТРа тоже будет неплохо функционировать.
При выборе наиболее подходящего трансформатора обмотки наматываются вновь, исходя из параметров напряжения и тока. Обозначение точечной контактной сварки согласно требованиям ГОСТ 14098.
Схема управления техническим устройством разрабатывается, либо можно воспользоваться существующей, размешенной на интернет-страницах, опять же на основании задаваемых параметров. Станок контактной сварки производится в соответствии с видами предполагаемых работ. Во множестве случаев выполняют клещи для контактной сварки.

Соединение должно быть выполнено правильно, чтобы был обеспечен непосредственный контакт, в том числе прохождения силы тока одного параметра
Особое внимание представляет трансформатор для контактной сварки и электроды для контактной сварки, закрепленные на клещах
На агрегатах при недостаточном внимании на этот критерий возникает искрение, и конечный результат не достигается. Неплохим решением будет также шовная контактная сварка своими руками из инвертора или выполнение агрегата своими руками из микроволновки, а также СВЧ печь.
Сварщик контактной сварки может варить все разновидности материалов в соответствии с видами аттестации. Вакансии всегда предусматривают первоначальное обучение. Дуговая сварка выполняет соединения более массивных конструкций.
Свойства конструкции агрегата
Приспособление состоит из таких компонентов, как коробка, пистолет, кабель, электрод.
Коробка содержит всю систему аппарата, которая необходима для сварки. Чтобы четко и быстро проводить кузовные работы, надо придерживаться порядка и технологии процесса.
Ели поверхность подверглась деформации, надо очистить ее от любого покрытия. Это может быть ржавчина, краска или лак. Данный этап очень важен, так как качество соединения металлов напрямую влияет на итог всего процесса. На поверхность, которая подверглась корректировке, присоединяют контакты. На очищенную зону повреждённой области приваривают крепёж, к которому и подсоединяется рассматриваемое устройство.
Вслед за этим захватывается устройство пистолетом, после чего вмятина вытягивается. Для выравнивания прибегают к использованию молотка, гидроцилиндров и других приспособлений
Обращают внимание на толщину металла. Здесь следует понять, какое оборудование даст возможность производить рихтовку машины, чтобы не нанести ей вреда
Обратный молоток не используется в сочетании с алюминием. К тому же не каждый агрегат может справиться с оцинкованным кузовом. Когда рихтовка кузова закончена, скручивают приваренную деталь. Место контакта зачищают шлифовальной машинкой.
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.ч. автомобильной, электрической, например, для наращивания силового кабеля. Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования. На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок. В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту. Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем: После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры. Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
-
Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
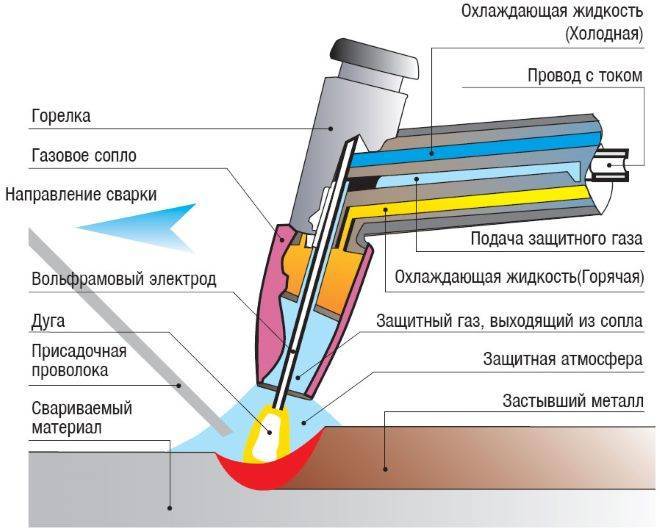
Специфика сварки аргоном
От сварки ММА аргонную отличает несколько деталей процесса:
- Сварка проходит при постоянном обдуве шва аргоном.
- Вольфрамовый электрод (для ручной сварки). Для автоматической аргонной сварки могут применяться и плавящиеся электроды.
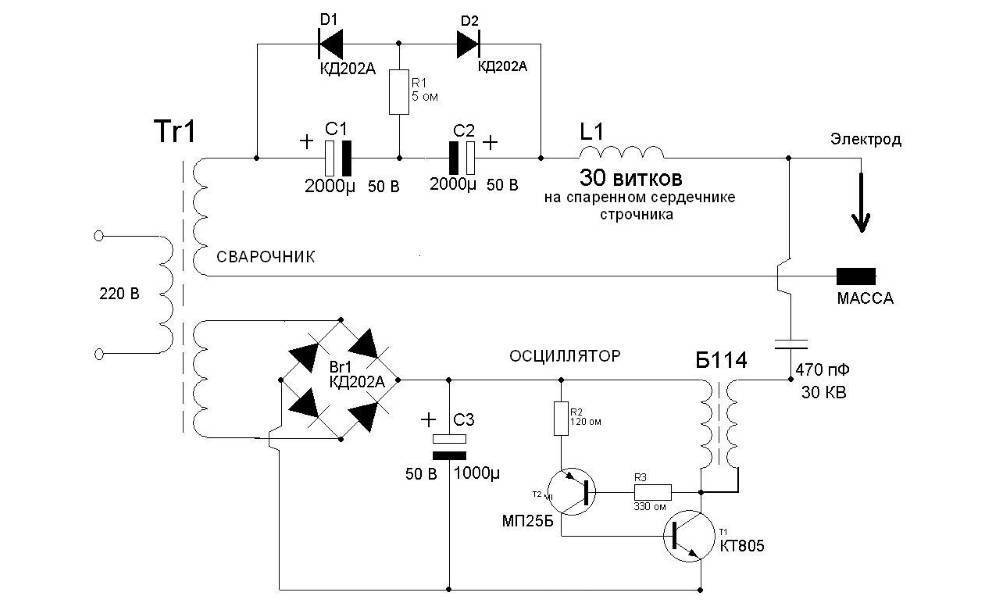
- Дуга разжигается с помощью осциллятора — прибор для бесконтактного розжига.
- Специфическая техника прохода электрода.
- Необходима присадочная проволока. Без нее можно варить только очень тонкие листы.
- Работает как на постоянном токе (обратная полярность), так и на переменном.
Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество. Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.
Функциональные возможности сварочного инвертора
В среде инертного газа сварка проходит с силой тока 20-200 А и напряжением в 30-80 В. Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Присадочная проволока на толстых деталях нужна для получения монолитного шва и выбирается с учетом материала свариваемых элементов. Для алюминия нужна алюминиевая проволока, для нержавейки — легированная сталь определенной марки, и так по каждому материалу. При рабочей температуре аргонной сварки она плавится и качественно заливает шов.