Профилегиб. Простая конструкция
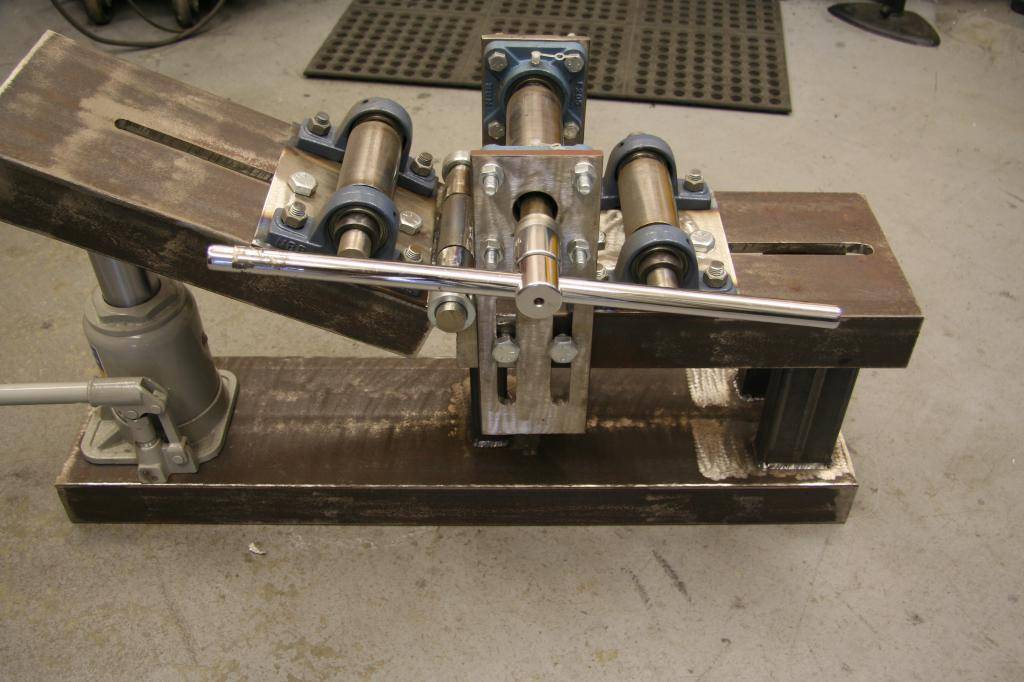
 В некоторые моменты для создания определенных конструкций, могут понадобиться определенные инструменты или станки. Например, придать трубе или профилю определенную форму, т.е. появляется необходимость в изменении формы. Для такого действия и нужен станок, который поможет справиться с этой работой.Так и у автора ютуб-канала Юрия Сербина возникла такая необходимость. Поэтому для своих нужд он собрал станок который гнет профильные трубы. Конструкция данного профилегиба достаточно проста в изготовлении, затруднение может вызвать только необходимость в поиске токаря, чтобы выточить некоторые детали. Если же есть в вашем распоряжении токарный станок или токарь, то проблем при изготовлении возникнуть не должно.
В некоторые моменты для создания определенных конструкций, могут понадобиться определенные инструменты или станки. Например, придать трубе или профилю определенную форму, т.е. появляется необходимость в изменении формы. Для такого действия и нужен станок, который поможет справиться с этой работой.Так и у автора ютуб-канала Юрия Сербина возникла такая необходимость. Поэтому для своих нужд он собрал станок который гнет профильные трубы. Конструкция данного профилегиба достаточно проста в изготовлении, затруднение может вызвать только необходимость в поиске токаря, чтобы выточить некоторые детали. Если же есть в вашем распоряжении токарный станок или токарь, то проблем при изготовлении возникнуть не должно.
Инструмент который использовал мастер при работе: -Сварочный аппарат, -УШМ (болгарка), -дрель, -магнитные держатели. Большую часть материала обходимого для изготовления станка автор взял у себя в гараже. В ход пошли старые уголки и другие железки. Для начала автор изготавливает основание будущего профилегиба. Для этого он берет два уголка 60х40 мм и сваривает их между собой. Далее от уголка размером 35х35 отпиливаются заготовки под стойку для среднего ролика, которым будет прижиматься сгибаемая деталь. На одной из сторон каждого уголка спиливается одна стенка, чтобы он плотно прилегал к основанию при проведении сварочных работ. Данные детали выставляются на основание, проверяются на ровность уголком и привариваются.


 Следующий шаг — изготовление платформы для крутящего валика. На нее пошли два уголка размерами 60х60, в стенках которых были сделаны прорези, которые совпадают с расстояниями между стойками среднего ролика. Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.
Следующий шаг — изготовление платформы для крутящего валика. На нее пошли два уголка размерами 60х60, в стенках которых были сделаны прорези, которые совпадают с расстояниями между стойками среднего ролика. Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.









 На нижнем конце прижимной шпильки стачивается резьба. На данный конец надевается гайка и приваривается. Во второй гайке и конце шпильки делается сквозное отверстие. В детали, на которой будет установлен ролик, делается отверстие под шпильку. Она в него вставляется, и на тот конец где есть отверстие, вставляется гайка. Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.
На нижнем конце прижимной шпильки стачивается резьба. На данный конец надевается гайка и приваривается. Во второй гайке и конце шпильки делается сквозное отверстие. В детали, на которой будет установлен ролик, делается отверстие под шпильку. Она в него вставляется, и на тот конец где есть отверстие, вставляется гайка. Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.




 Берется металлический прут и отрезаются заготовки, на которые будут устанавливаться подшипники.
Берется металлический прут и отрезаются заготовки, на которые будут устанавливаться подшипники.
Далее, с помощью токарного станка автор обтачивает концы роликов, чтобы на них одевались подшипники. Тот ролик, который будет устанавливаться в среднюю часть станка, имеет более удлиненную сточенную часть. Это необходимо для того, чтобы на нее можно было одеть ручку, которая будет приводить станок в действие. Для подшипников, установленных в этой же части станка, автор вытачивает защитные кожухи, которые привариваются к прижимной части детали.







 Из профильной трубы 20х40 вырезаются опоры, но которые будут устанавливаться валики с подшипниками. В профилях делаются разрезы похожие на строение ласточкина хвоста. Таких деталей нужно 8 штук. Они привариваются к основанию, по 4 штуки с каждой стороны. На них будут устанавливаться валики, по которым сгибаемая заготовка будет ездить. Между этими опорами устанавливаются направляющие, сделанные из уголка. Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля. Следующий шаг это установка ручки и крепежных пластин. Пластины необходимы для жесткого крепления станка к поверхности, чтобы при работе он был устойчив.
Из профильной трубы 20х40 вырезаются опоры, но которые будут устанавливаться валики с подшипниками. В профилях делаются разрезы похожие на строение ласточкина хвоста. Таких деталей нужно 8 штук. Они привариваются к основанию, по 4 штуки с каждой стороны. На них будут устанавливаться валики, по которым сгибаемая заготовка будет ездить. Между этими опорами устанавливаются направляющие, сделанные из уголка. Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля. Следующий шаг это установка ручки и крепежных пластин. Пластины необходимы для жесткого крепления станка к поверхности, чтобы при работе он был устойчив.








 Последний этап — покраска и проверка работоспособности.
Последний этап — покраска и проверка работоспособности.







 Как видно, станок уверенно справляется с поставленной перед ним задачей. Источник
Как видно, станок уверенно справляется с поставленной перед ним задачей. Источник
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
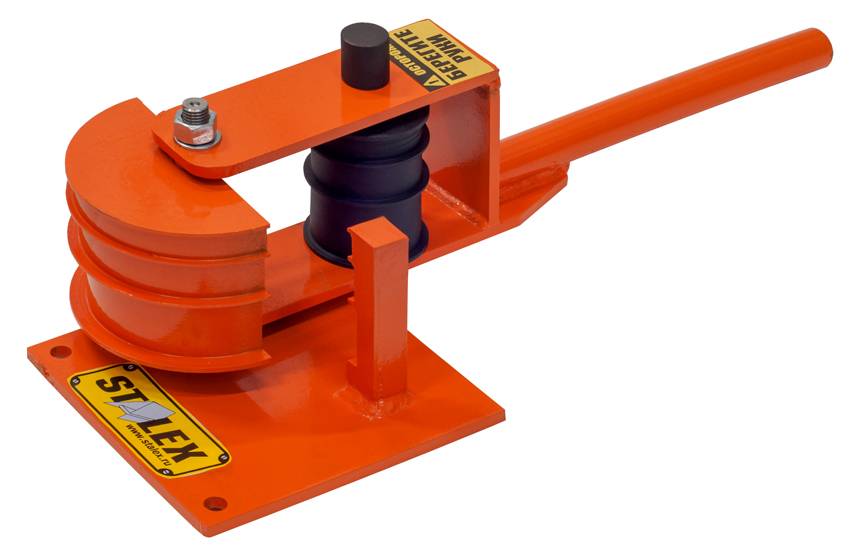
Как работает трубогиб для профильной трубы?
Трубогибочные станки загибают детали, а профилегибы (или вальцы для профильной трубы) – деформируют заготовки, прокатывая их. У всех устройств данного вида (как профессиональных, так и сконструированных самостоятельно) принцип работы практически одинаковый.

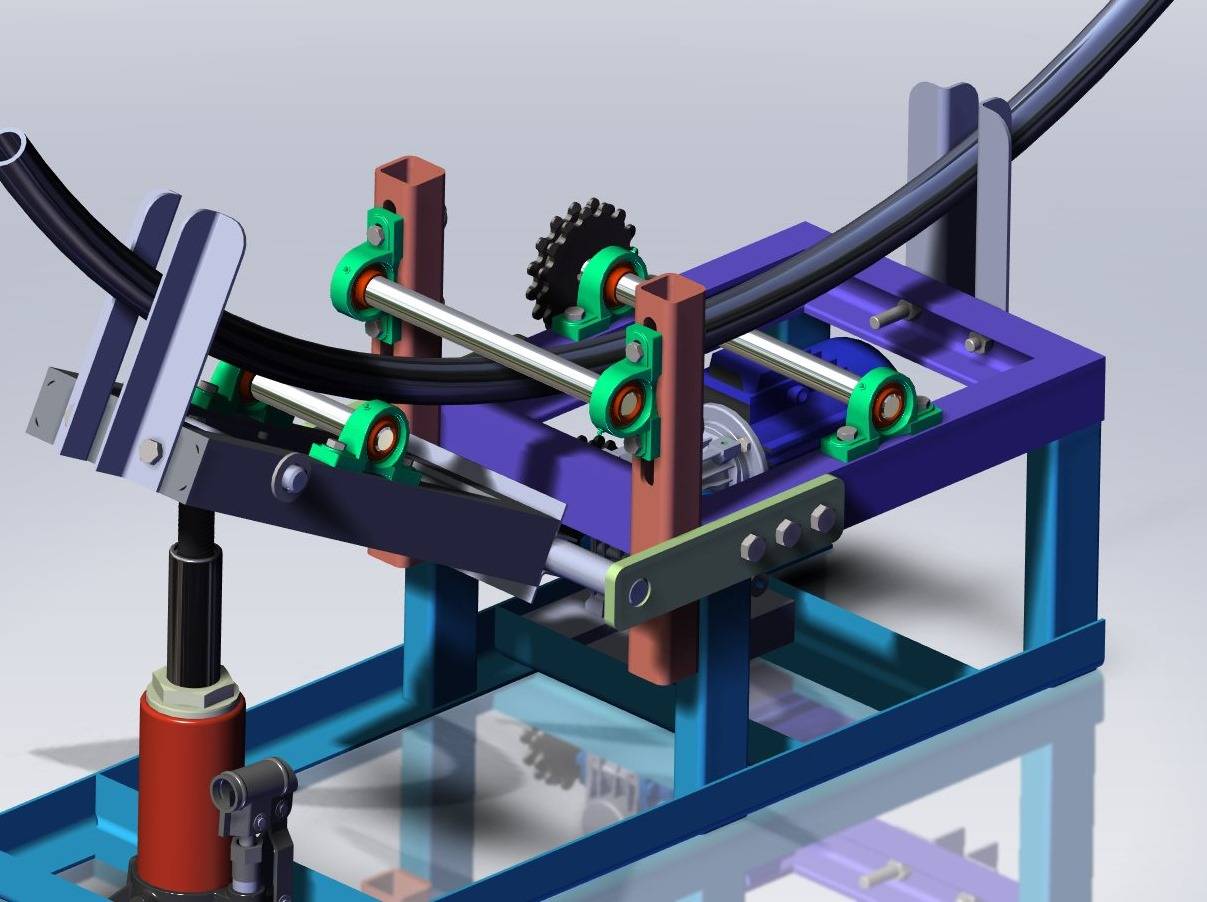
Схема простейшего профилегиба
Чертеж вальцев для профильной трубы
Перед началом работы с деталью нужно удалить смазку с устройства сухой тряпкой и запустить его вхолостую примерно на полчаса. Это необходимо для обнаружения погрешностей и поломок перед началом работы. При обнаружении неисправностей с деталью в устройстве, устранить их будет гораздо сложнее.
Важно! Не забудьте заземлить и проверить все соединения (электрические и механические) перед началом работы. Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
- Откручиваются гайки валиков (опорного и прижимного).
- Устанавливаются и фиксируются ролики для профилегиба (покупку которых при самостоятельном изготовлении прибора, можно осуществить в любом профильном магазине).
- Поднимается прижимной валик.
- Очищается и фиксируется заготовка (при помощи специальных болтов).
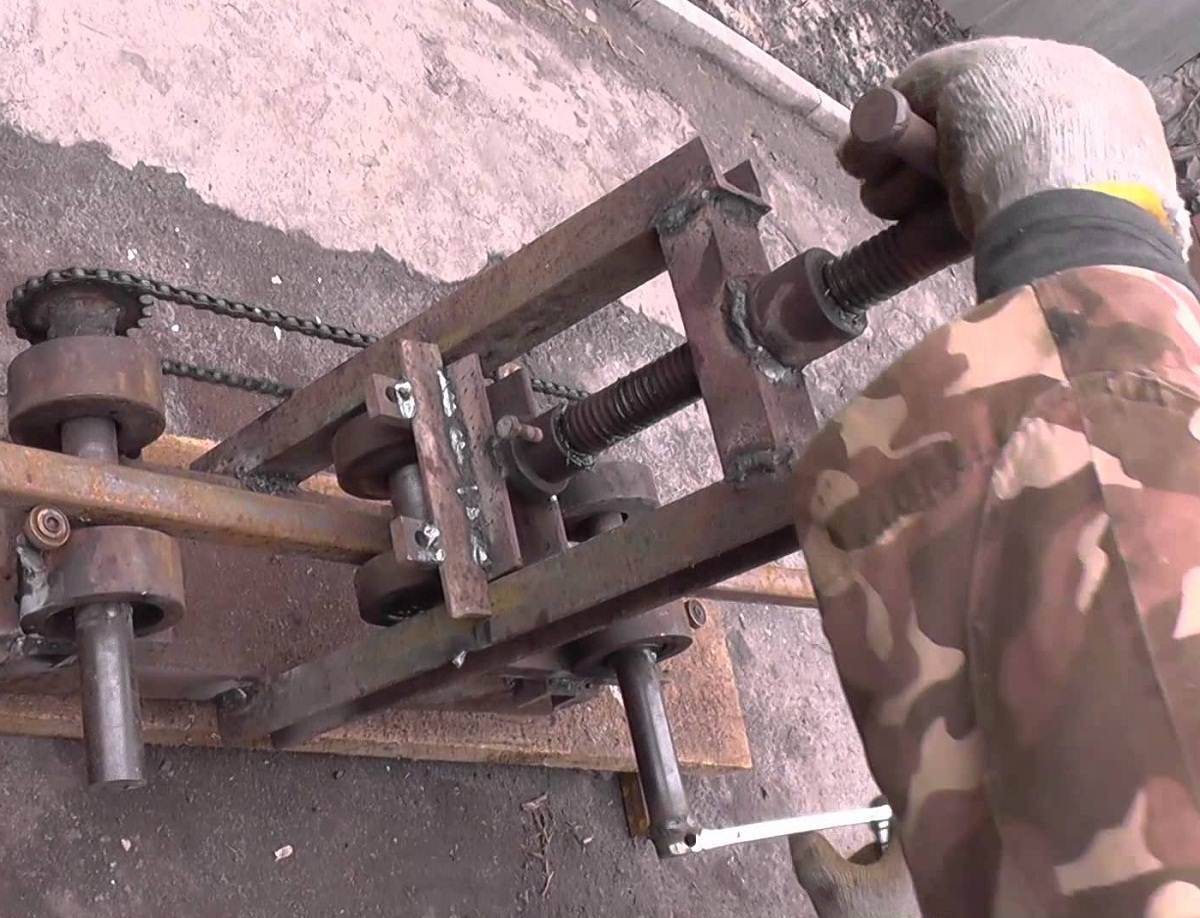
Далее происходит деформация детали при помощи ее прокатывания между валами, поэтому для регулировки достаточно двигать вверх или вниз верхний вал. Причем в ручном устройстве это происходит путем поднятия рычага, в электрическом – при помощи электропривода.
Простой в использовании ручной профилегибочный станок

Современное электромеханическое устройство
Особенности чертежей
Перед тем как сделать профилегиб своими руками, чертежи, размеры просчитывают самостоятельно или берут из интернета или печатных изданий. В таком случае нужно основательно разобраться в конструкции, так как неудачные схемы приведут к расшатыванию станины со временем и нарушению заданных параметров изгиба профиля. Иногда неточно установленные валы способствуют выкручиванию профиля или получению угловатого радиуса.

По готовым чертежам можно делать станину, располагать валы, крепить направляющие полозья для каретки и готовить редуктор на валу. Для выбора поверхности валиков такие информационные схемы подходят только в том случае, если они предназначены для изгибания именно такого профиля, как у мастера. Но помимо конфигурации, прокатные балки отличаются размером сечения, толщиной полки и другими параметрами (достаточно обратиться к сортаменту). Чертеж без изменений можно применять только в случае, если он:
- не содержит ошибок технического характера, для этого нужно обратиться к опытному механику, он определит работоспособность выбранной схемы;
- техническая сторона описания разработана подробно, понятна сборка, чертеж снабжен обширной размерной сеткой, указаны все методы крепления, вычерчены сборочные узлы с разрезами и предусмотрено взаимодействие рядом расположенных элементов;
- конструкция станка не требует применения малоизвестных материалов и узлов, которые нет возможности купить или заказать.
На основе готовых чертежей мастер может исправить некоторые положения, подогнав схемы под индивидуальные условия
При выполнении сборочных схем обращают внимание на такие вопросы:
- конфигурация поверхности опорных и ответных роликов определяется с учетом формы фасонного сечения проката, а не только с размером на торце;
- некоторые виды проката, например, уголок или швеллер удачно гнется, если при установке в агрегат учитывается направление изгибания (полка располагается вниз или вверх).
Особенностью выбора боковой поверхности роликового диска является то, что требуется максимально уменьшить возможность вырывания профиля, его выкручивание, в результате не должно быть смятых полок
Это важно не только для мелкого сечения, но и крупные профили с толстыми полками не выдерживают нагрузки
Поэтому конструктиву бока ролика уделяют внимание при разработке
Электрические профилегибы
Довольно большое распространение получили станки с электрическим приводом. За счет подачи энергии на электродвигатель создается крутящий момент, который через привод передается на рабочий орган. Профилегиб электрический характеризуется следующим образом:
- Оборудование более компактное, обладает высокой эффективностью. В сравнении с гидравлическим приводом электрический заменяет меньше места.
- Современный профилегиб с электроприводом позволяет проводить гибочные работы с высокой точностью. При этом заготовка обладает высокой прочностью.
- Электрический привод позволяет автоматизировать процесс производства. В продаже встречаются варианты исполнения полуавтоматического типа.
Электрический профилегибочный агрегат устанавливается в небольших мастерских, а также в быту. В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
Как изготовить профилегиб своими руками

Конструкция профилегиба зависит от диаметра трубы, которую впоследствии придётся согнуть. Дело в том, что если диаметр составляет 20 мм и менее, то трубу можно будет согнуть, используя очень просто устройство, которое будет состоять из бетонной плиты с отверстиями, в которые будут помещены стальные штыри. Труба может быть согнута в нужную сторону под нужным углом, если расположить её между штырями. Но, если труба толще, чем 25 мм, то придётся изготовить более сложный профилегиб.
Для начала следует выполнить точный чертёж, по которому своими руками будет собираться самодельный профилегибочный станок. Он обязательно должен быть как можно более точным и максимально подробным.
Ниже приведены несколько советов, которые помогут пользователю изготовить профилегиб своими руками:
- Сначала на большую пластину с помощью болтов крепятся вспомогательные ролики, а также уголковые направляющие. Их крепят сварными швами.
- Для того чтобы повысить прочностные характеристики основания, следует снизу к нему приварить два отрезка стального уголка.
- На направляющих следует приварить ещё одну металлическую пластину со специальным отверстием, диаметр которого должен быть больше сечения винта. Винт предназначается для того, чтобы оказывать нагрузку на рабочий вал самодельного профилегибочного станка.
- При сильном давлении существует большая вероятность поломки резьбы винта либо опорной гайки. Чтобы предотвратить такие неприятные моменты, рекомендуется использовать детали с прямоугольной, либо же с трапециевидной резьбой.
- Использовать профилегиб можно уже после того, как будут смонтированы направляющие ролики.
Для того чтобы собрать свой профилегибочный станок, можно посмотреть следующее видео, которое поможет пользователю разобраться во всех тонкостях и действиях, которые следует выполнить, что получить в пользование самодельный профилегиб, способный выполнять требуемую работу:
Это довольно подробная видеоинструкция, которая сможет помочь пользователю в изготовлении станка-профилегиба своими руками. Рекомендуется внимательно следить за всеми инструкциями, чтобы избежать ошибок и неточностей.
При изготовлении станка следует соблюдать все необходимые меры безопасности для того, чтобы избежать неприятных последствий для своего здоровья.
Вариант №4. Реечный домкрат своими руками
Реечный домкрат своими руками В этом мастер-классе рассмотрим процесс изготовления несложного реечного домкрата. Такое приспособление поможет без проблем поднять машину или любой другой тяжелый предмет. Конструкция предельно проста, а размеры будут браться на основе имеющихся материалов.
В конструкции нет ничего сложного
Для изготовления потребуются:
- гаечные ключи;
- сварочный аппарат;
- электродрель (или сверлильный станок при наличии такового);
- болгарка;
- швеллер на 200;
- полоска 8-миллиметровой стали;
- отрезок квадратной трубы (стенки 2 мм, размеры – 40х20 мм);
- гайки, болты и т. д.
Шаг 1. Вначале возьмите обрезок «двухсотого» швеллера (можете взять больший), длина которого равна 60 см. Подобную деталь можно сделать из стальной полосы.
Такую деталь можно сделать из стальной полосы
Шаг 2. Разметьте на полках швеллера будущие отверстия 40х20 мм для профильной трубы, не забывая о припуске 2-4 мм.






Размечаются отверстия под профильную трубу
Шаг 3. Вырежьте эти отверстия, воспользовавшись любым доступным инструментом. При необходимости обработайте края напильником.
Отверстия вырезаются Обработка напильником
Шаг 4
Важно, чтобы в эти отверстия свободно проходила профильная труба (см. фото ниже)
Труба должна свободно проходить в отверстия
Шаг 5. Возьмите кусок водопроводной трубы (1/2 дюйма) со стенками толщиной 2-3 мм. Нужно, чтобы длина трубы где-то на 5-6 мм превышала ширину детали из швеллера.
Отрезок пол-дюймовой трубы Правильная длина трубы
Шаг 6. Приварите к швеллеру трубу.
Трубка приваривается к швеллеру Результат работы
Шаг 7. Возьмите полосу толщиной 8-10 мм и размерами 70х500 мм. Разметьте ее: в середине должно оставаться 65-70 мм, в то время как по краям – 200 мм или немного больше.
Размеченная стальная полоса
Шаг 8. Сделайте болгаркой надрезы на полосе, дабы согнуть ее (примерно на ½ толщины). Благодаря этому она без проблем согнется в тисках.
Полоса надрезается болгаркой Полоса сгибается в тисках Еще одно фото процесса
Шаг 9. Согнутую П-образную полосу проварите по надрезам для повышения прочности.
Надрезы провариваются для прочности Готовая П-образная деталь
Шаг 10. Проделайте в этой детали отверстия диаметром около 20 мм – можете просверлить их либо, к примеру, прожечь горелкой.
В этой детали нужно проделать отверстия Отверстия прожигаются горелкой Готовые отверстия
Шаг 11. Когда отверстия будут готовы, приступайте к сборке конструкции. Используя подходящий кругляк, который проходит в приваренную трубку, сделайте ось. Еще для этого можете использовать болт или шпильку подходящего размера.
Начинаем сборку конструкции Ось из подходящего кругляка Ось вставлена в отверстия
Шаг 12. Вставьте на место и обварите. В итоге у вас должно получиться примерно следующее.
Что получилось в итоге
Шаг 13. Возьмите такую же полосу толщиной 8-10 мм, изготовьте из нее пару фиксаторов. Разметьте и вырежьте отверстия для профильной трубы.
Размечено отверстие под трубу Отверстия вырезаются Фиксаторы с отверстиями Примерка фиксатора
Шаг 14. Возьмите П-образную деталь, просверлите в ней отверстия диаметром около 12-14 мм. Вставьте в них пруток, обварите.
В П-образной детали сверлятся отверстия Отверстия готовы Пруток вставлен в отверстия
Шаг 15. После этого возьмите гайки на 6 (потребуются 4 шт.).
4 гайки на 6
Шаг 16. С помощью гаек будут крепиться пружины. Приварите 2 гайки на швеллер и 2 – на фиксатор.
Гайки нужны для крепления пружин Гайки привариваются Вот что получилось Крепятся пружины Результат проделанной работы
Шаг 17. Во втором фиксаторе просверлите отверстие диаметром 10 мм, затем расточите до овальной формы.
Второй фиксатор Отмечено будущее отверстие Просверлено отверстие Отверстие расточено до овальной формы
Шаг 18. Возьмите болт на 10, приварите его к швеллеру.
Здесь нужно приварить болт Болт приварен к швеллеру
Шаг 19. Изготовьте упор для второго фиксатора, приварите его. В нашем примере он сделан из отрезка толстостенной трубы.
Упор для второго фиксатора Примерка упора Сварочные работы Упор приварен
Шаг 20. Проведите окончательную примерку деталей.
Окончательная примерка деталей Все детали примеряются
Шаг 21. Конструкция практически готова.
Конструкция практически готова
Приварите рычаг к П-образной детали, а к швеллеру – полку либо кронштейн для крепления крюка или площадку для упора при подъёме тяжести.
Рычаг, приваренный к П-образной детали
Собственно, самодельный реечный домкрат готов. Удачи в работе!
Самодельный реечный домкрат в работе
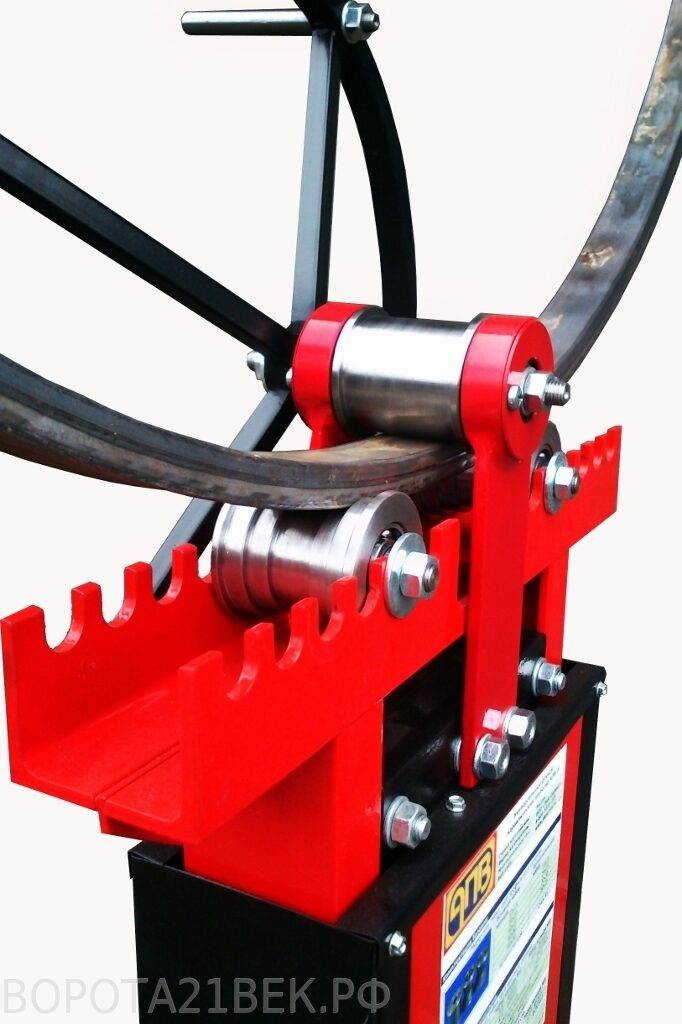
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
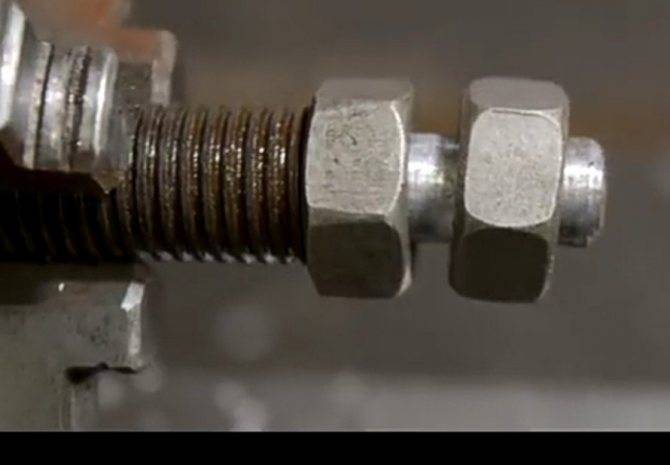
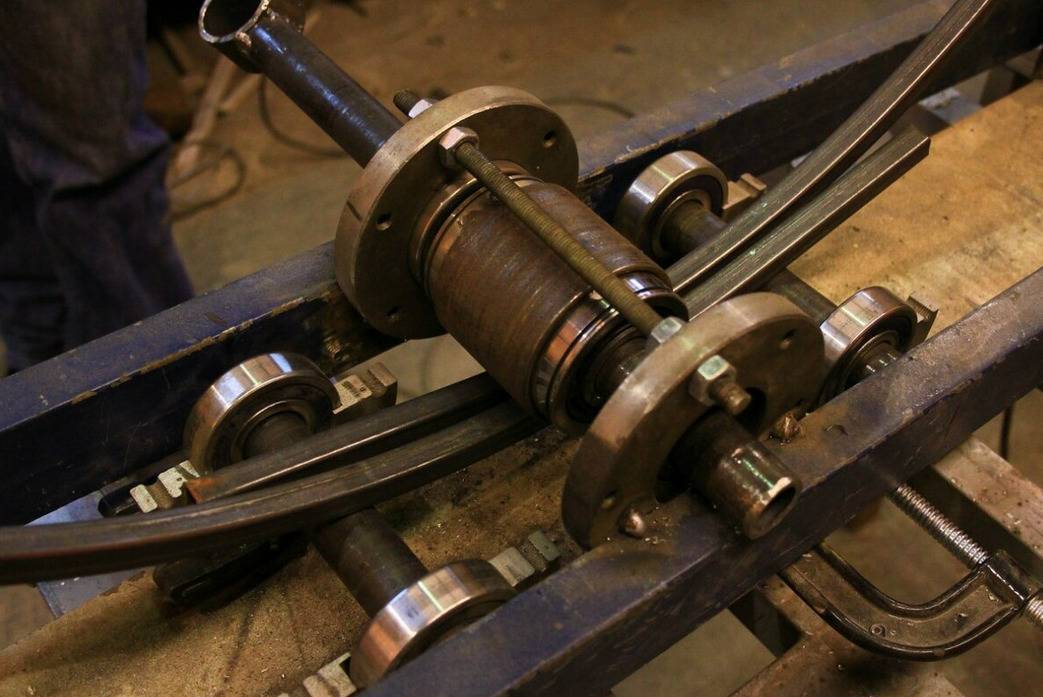
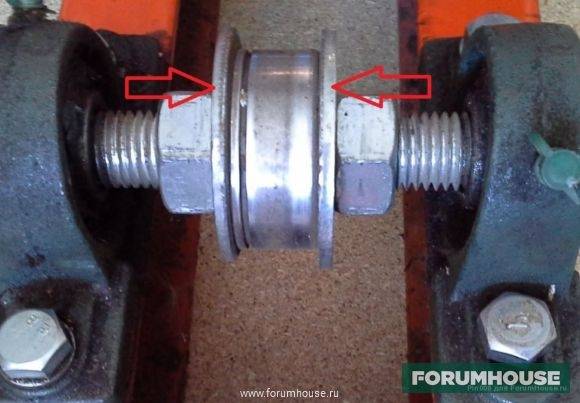
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.







 «Лишние» шайбы показаны стрелочками.
«Лишние» шайбы показаны стрелочками.
А нажимной подшипник он взял бы большей ширины.

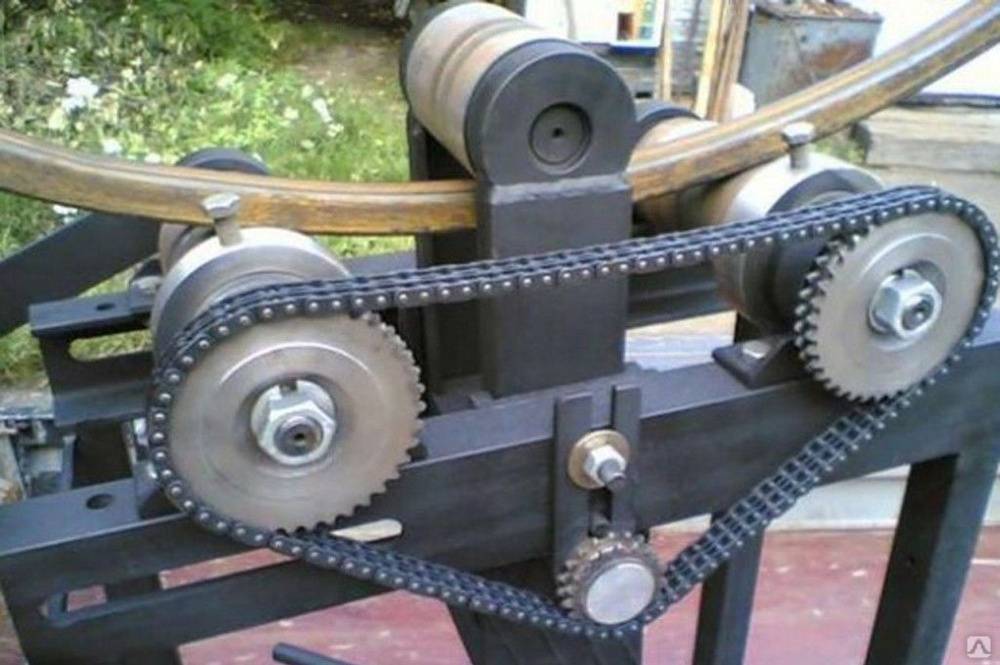
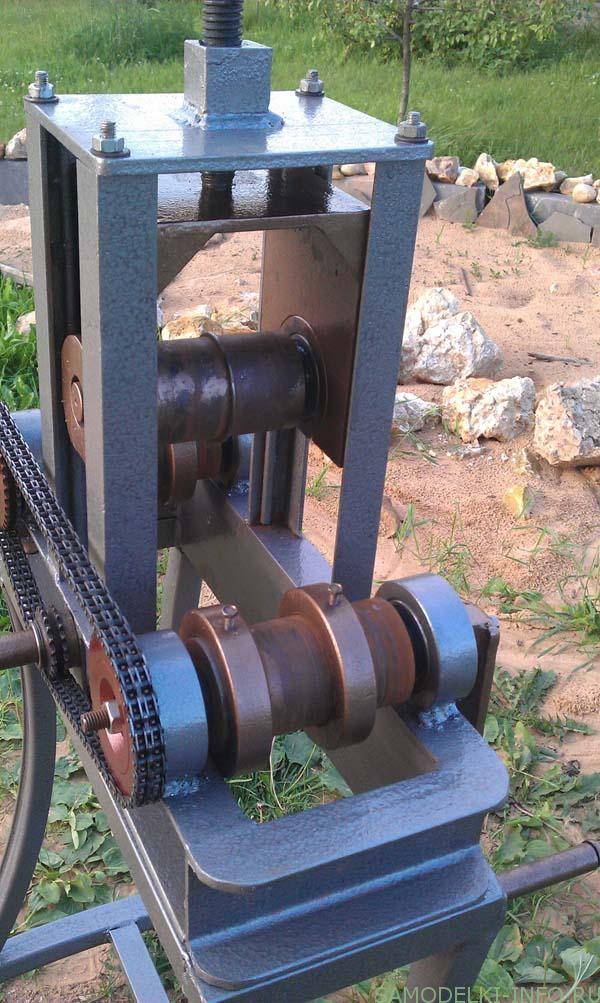
Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Так вы уменьшите бюджет на постройку профилегиба.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
И посмотрите видео, где FORUMHOUSE показывает самые значимые новинки уходящего года в области строительного инструмента.
Гидравлические станки
В промышленности большое распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высоким показателем эффективности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако, гидравлический профилегибочный станок изготовить своими руками практически невозможно. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учитывать нижеприведенные моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.
Сегодня в промышленности устанавливаются исключительно покупные гидравлические станки, так как они обладают высокой надежностью и эффективностью в применении.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
«Лишние» шайбы показаны стрелочками.
А нажимной подшипник он взял бы большей ширины.
Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Так вы уменьшите бюджет на постройку профилегиба.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
И посмотрите видео, где FORUMHOUSE показывает самые значимые новинки уходящего года в области строительного инструмента.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
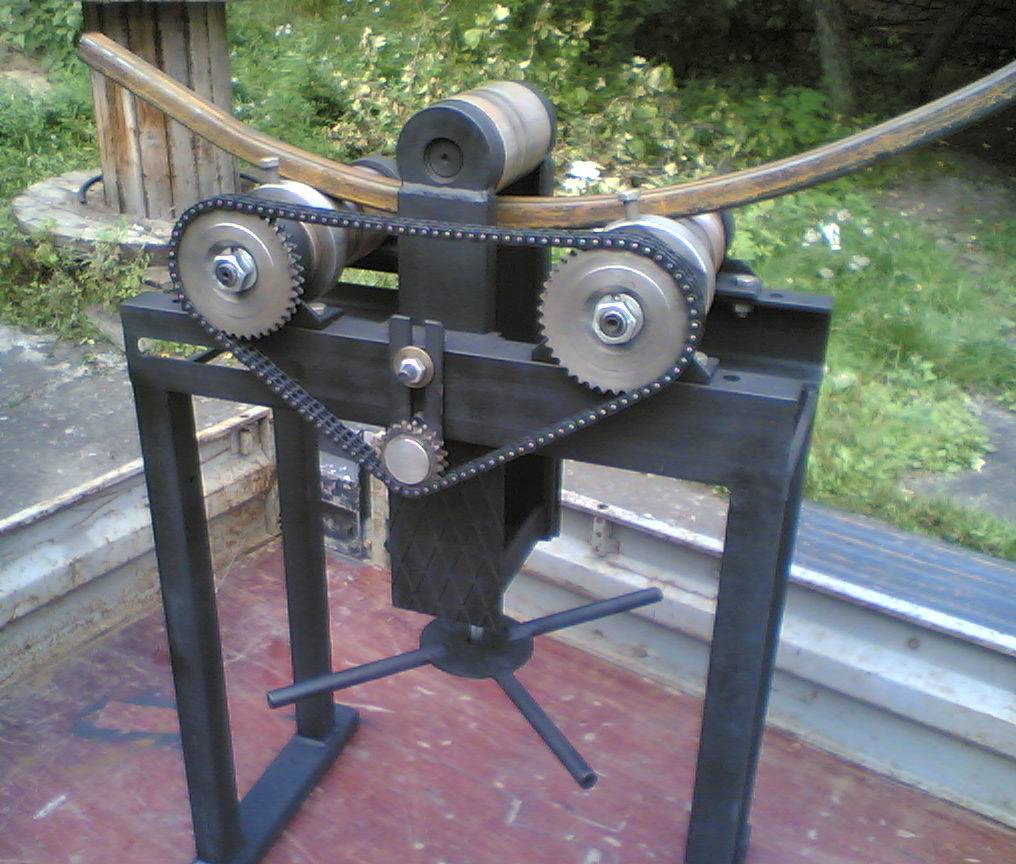
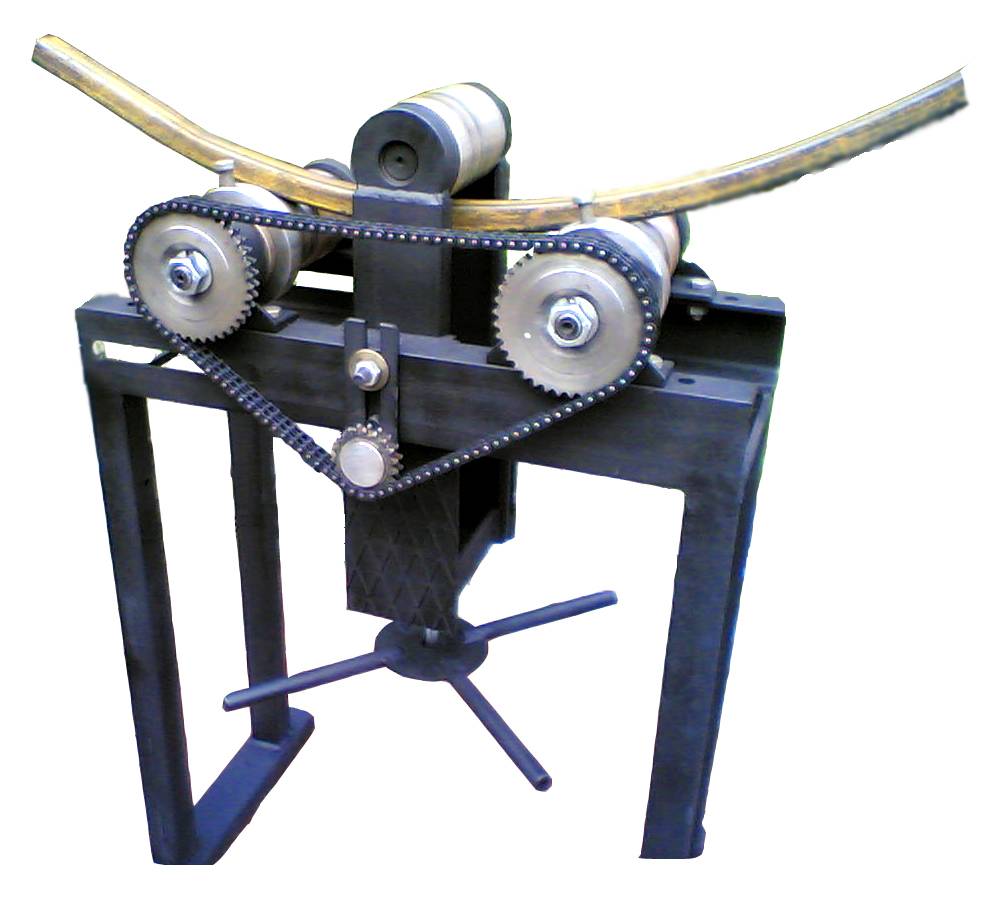
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Устройство и принцип работы
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.







Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
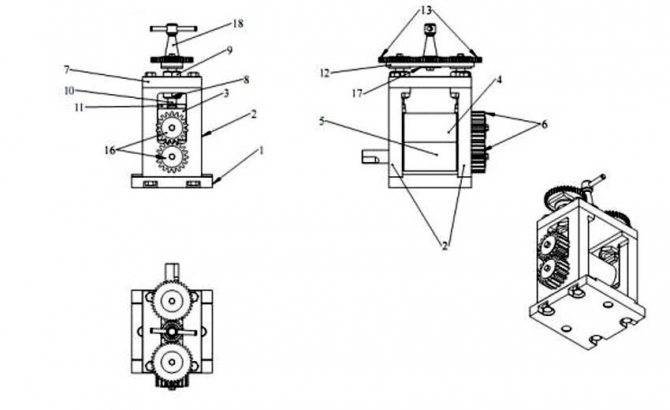
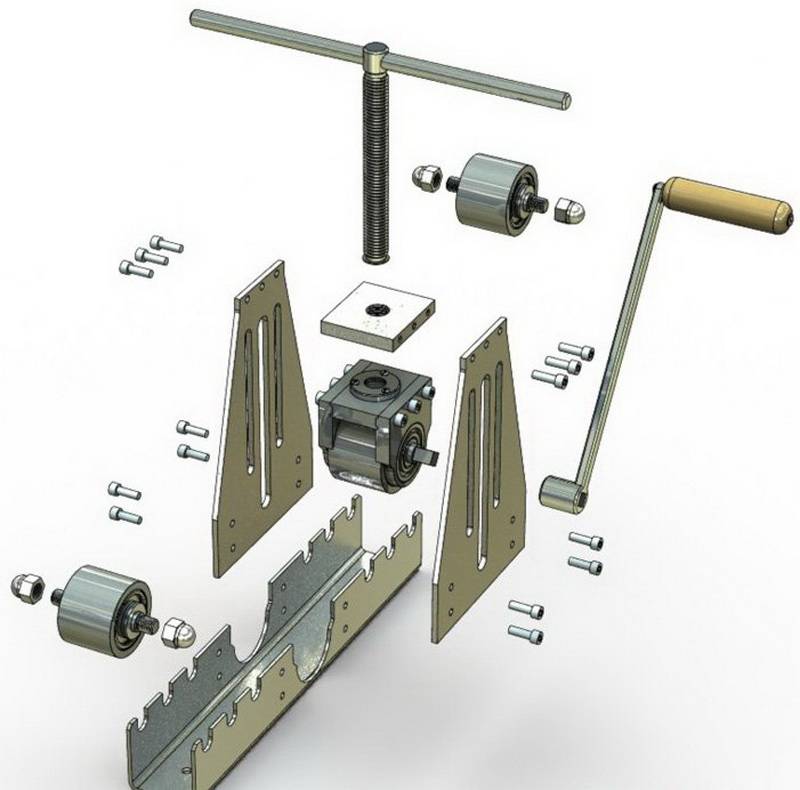
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станкаСхема валаЧертёж вилкиОпоры для подшипниковЧертёж щекиСхема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизатореОдеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайкуВставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.