Пошаговый процесс изготовления роликового листогиба
Первым делом необходимо отрезать кусок прямоугольной профильной трубы, которая будет выступать в качестве корпуса самоделки.
На одной из сторон профильной трубы делаем разметку, и сверлим отверстие сверлом маленького диаметра.

На следующем этапе рассверливаем все отверстия до требуемого диаметра — центральные отверстия мастер высверлил с помощью коронки по металлу.

Далее необходимо отрезать два кусочка квадратной профтрубы. Фиксируем их между собой с помощью сварки (на прихватки). Привариваем к корпусу.

В приваренных профильных трубах нужно будет просверлить два отверстия для установки стальных кругляков, на которые в дальнейшем будут надеваться прижимные подшипники.

Круглые прутки привариваем к крайней заготовке из квадратной профтрубы заподлицо. Потом разрезаем при помощи болгарки две заготовки, как показано на фото ниже.


К торцу профиля, который приварен к корпусу самоделки, приваривается гайка с прессшайбой. Вкручиваем в нее барашковый болт для фиксации подвижной части конструкции.
По торцам корпуса необходимо вырезать пазы, в которые будут устанавливаться дополнительные направляющие подшипники.


На последнем этапе, используя подшипники, болты, гайки и два отрезка резьбовой шпильки, останется только собрать все воедино.


Подробно о том, как сделать роликовый листогиб своими руками, можно посмотреть на видео ниже. Этой идеей поделился автор YouTube канала Oficina Garagem.
С чего начать производство листогиба
Чтобы изготовить машину для гнутья листового металла, потребуется чертеж этого устройства или его детальные фото. Кроме того, необходимо учесть ряд таких значительных факторов, как усилие, которое нужно будет приложить для применения конструкции, ее масса и размер (от которых будет находиться в зависимости мобильность), первоначальная стоимость и доступность девайсов. В итоге должны быть следующие начальные параметры:
- Наибольшая ширина листка, который нужно будет гнуть — 2 м.
- Наибольшая толщина листового материала: оцинковка — 0,8 мм, алюминий — 0,8 мм, медь — 2 мм.
- Сумма рабочих курсов, которые будут исполняться без переналадки или ремонта — 1300.
- Наибольший угол сгиба металлопрофиля, приобретаемый без ручной доводки, — 130 градусов.
- Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).
- В системе листогиба необходимо избегать сварных монтажей, плохо терпящих знакопеременные нагрузки.
- Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
- Очень трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доделать наиболее удачный шаблон.
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
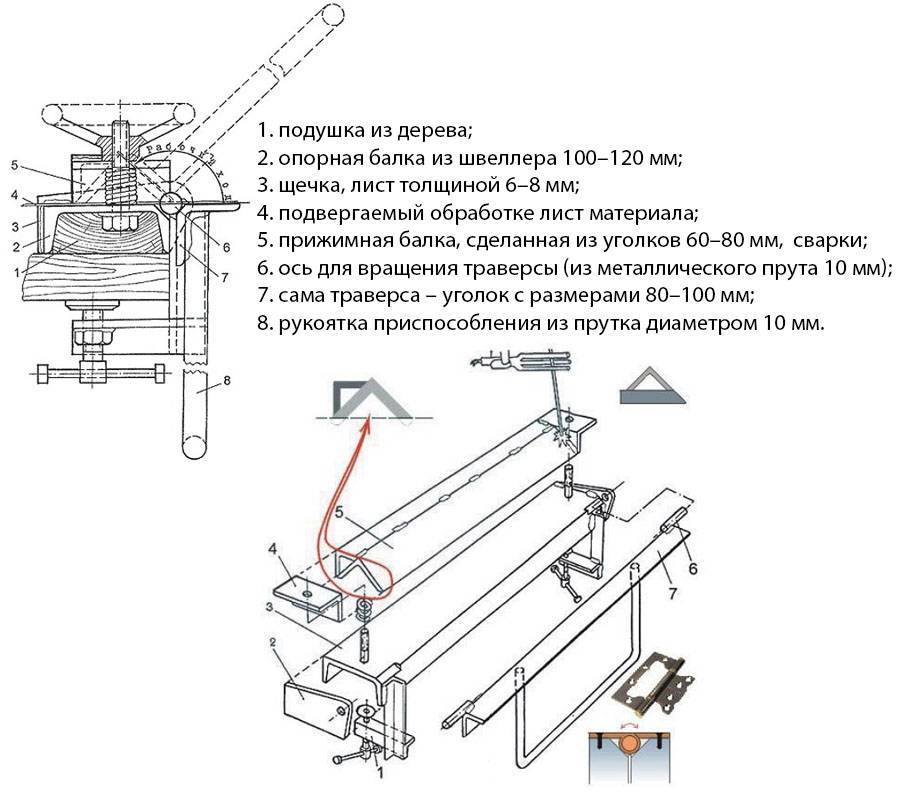
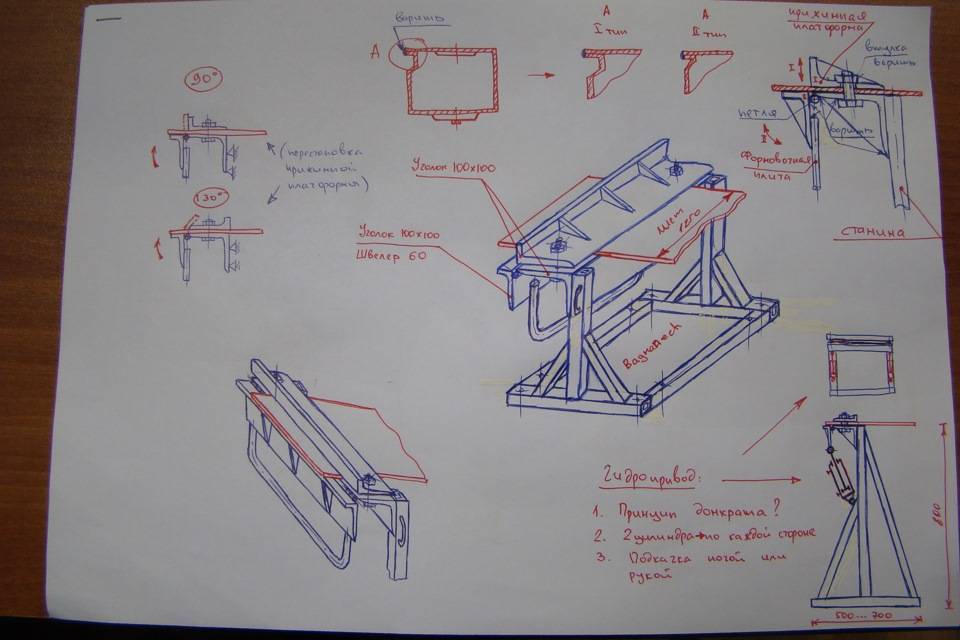
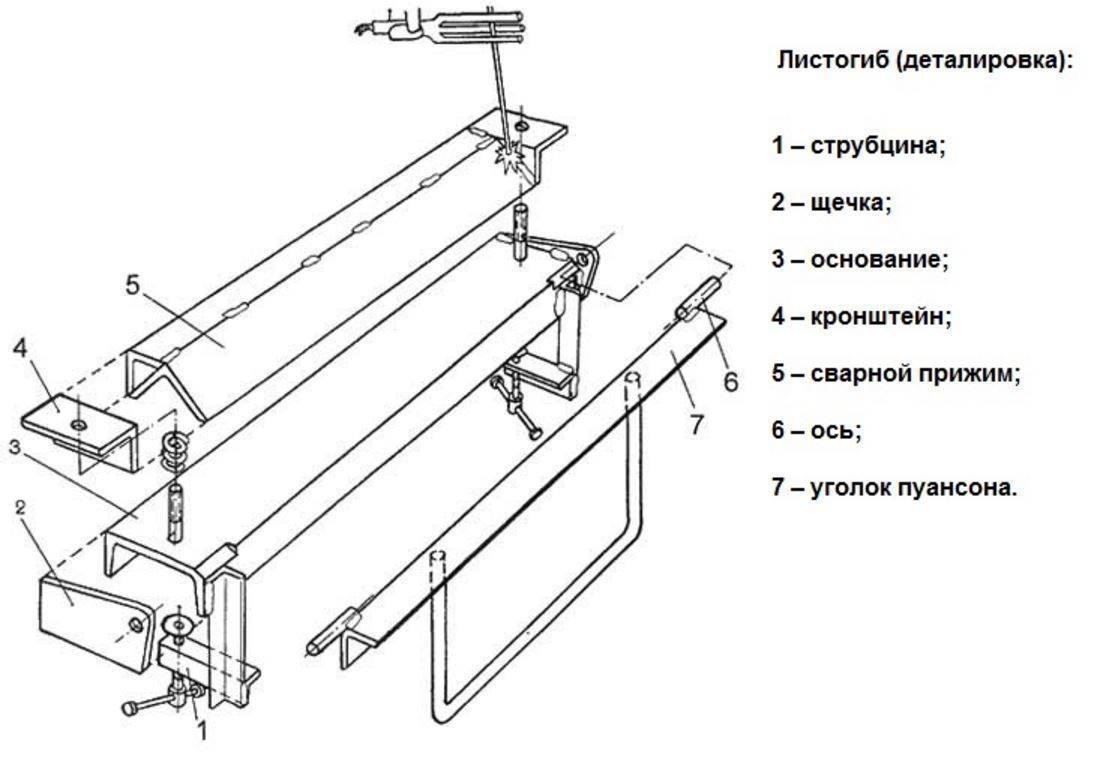
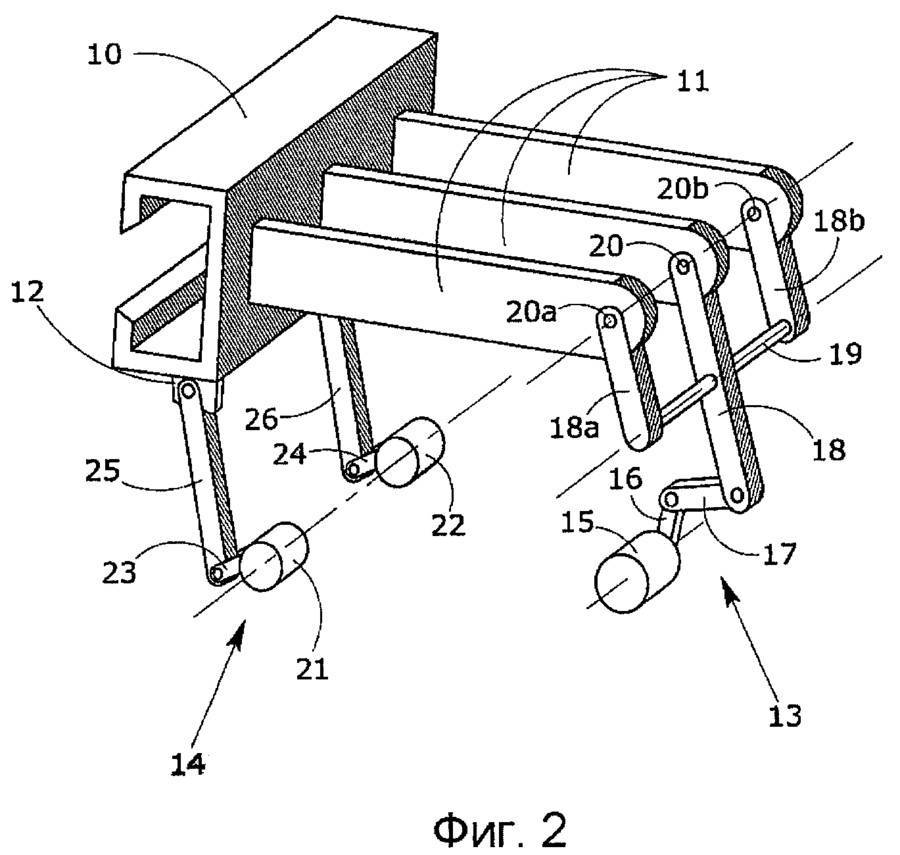
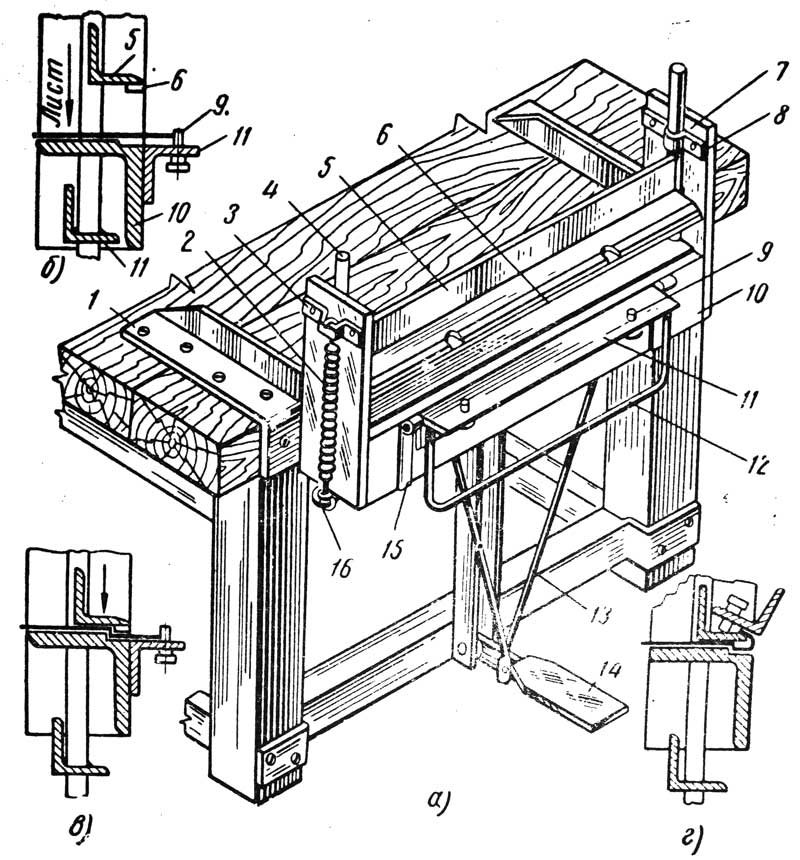
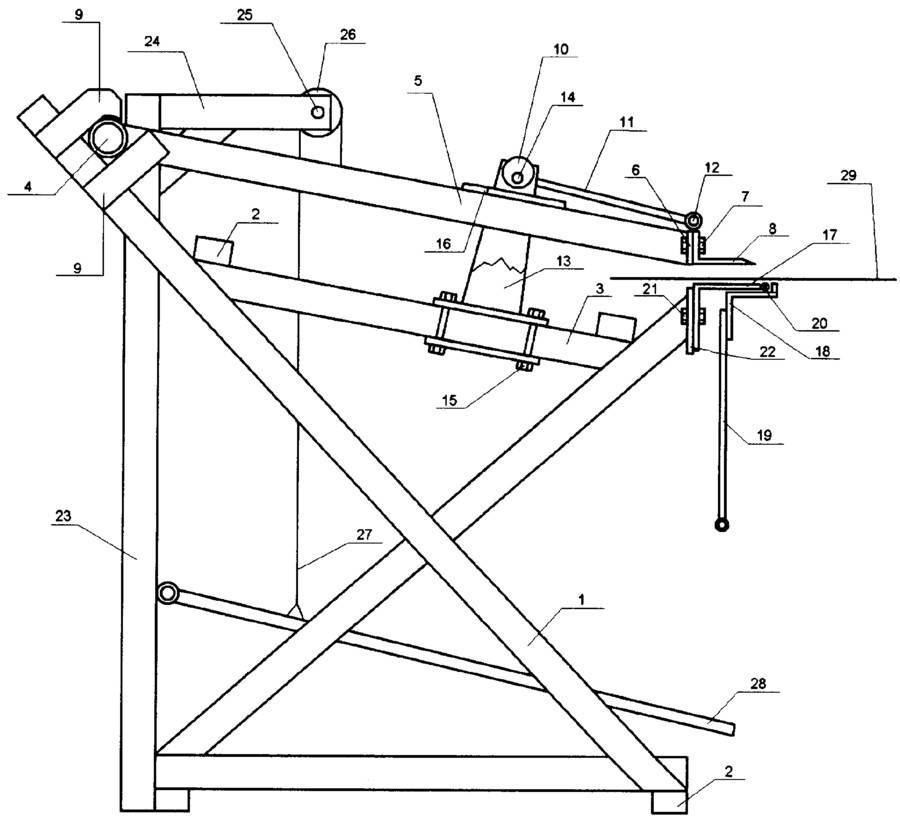
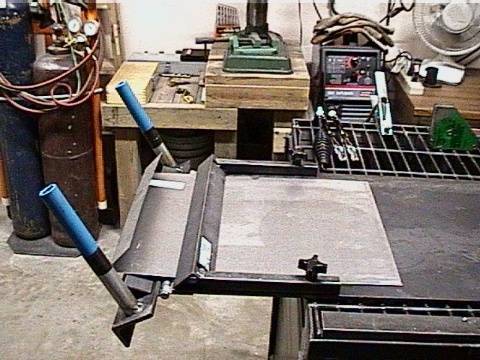
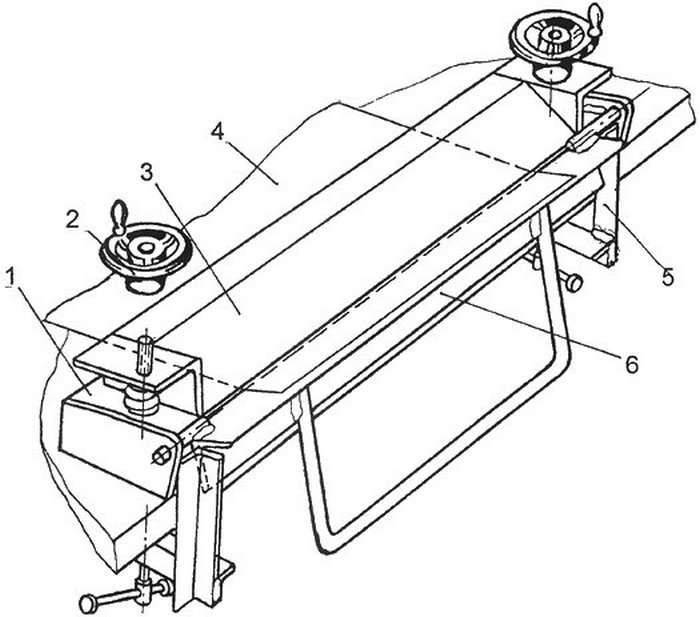
Самодельный станок с поворотной рамой
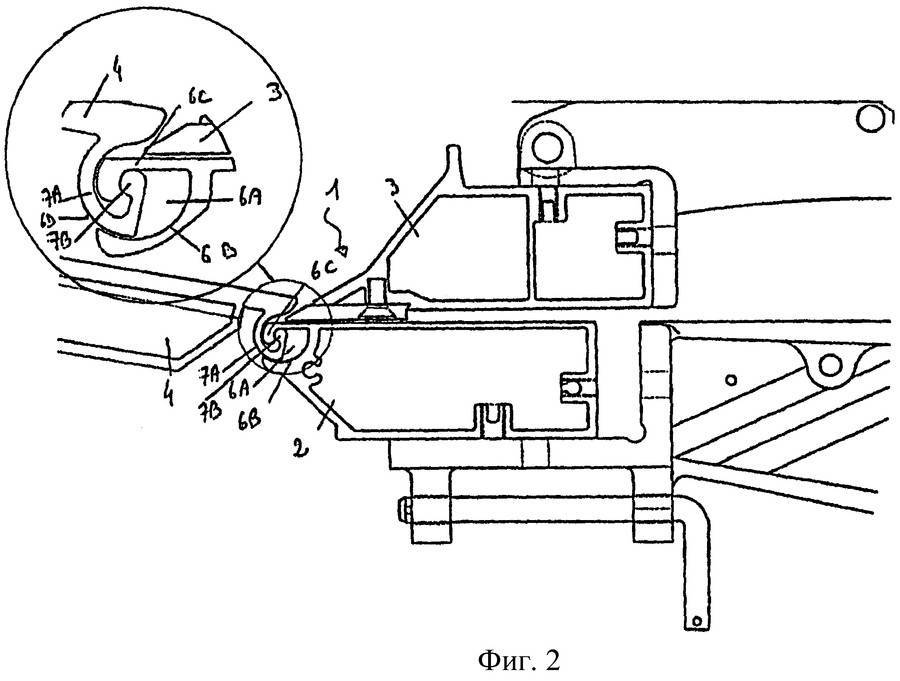
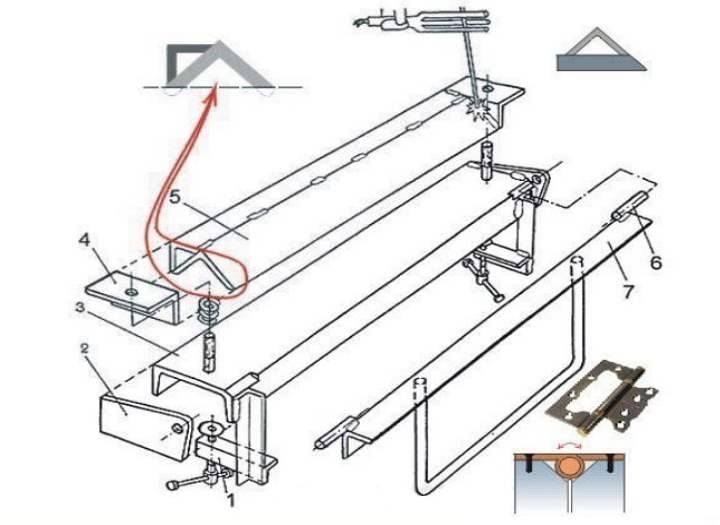
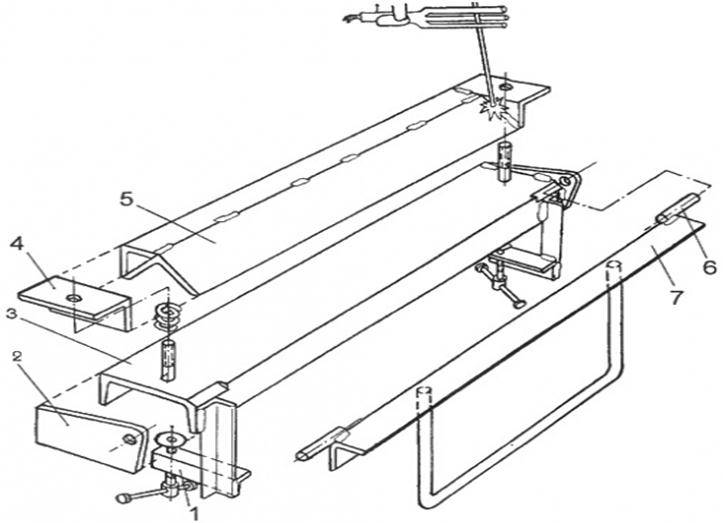
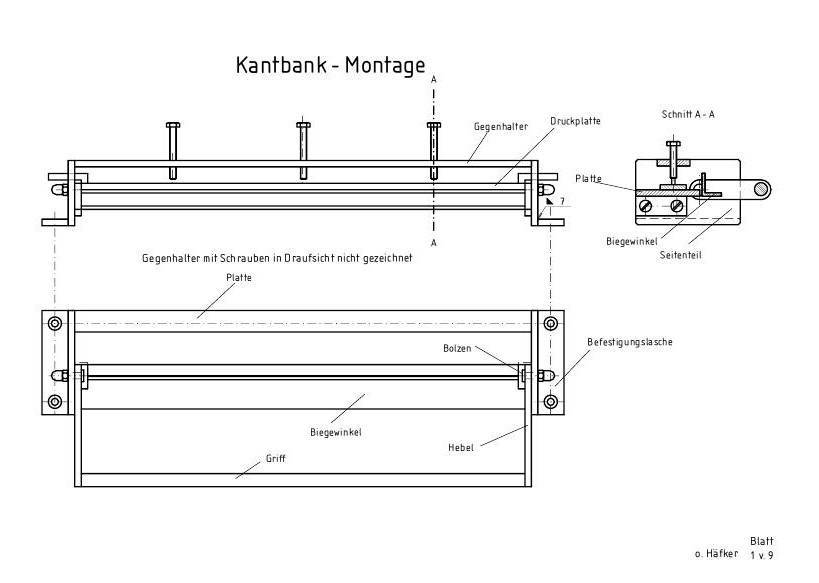
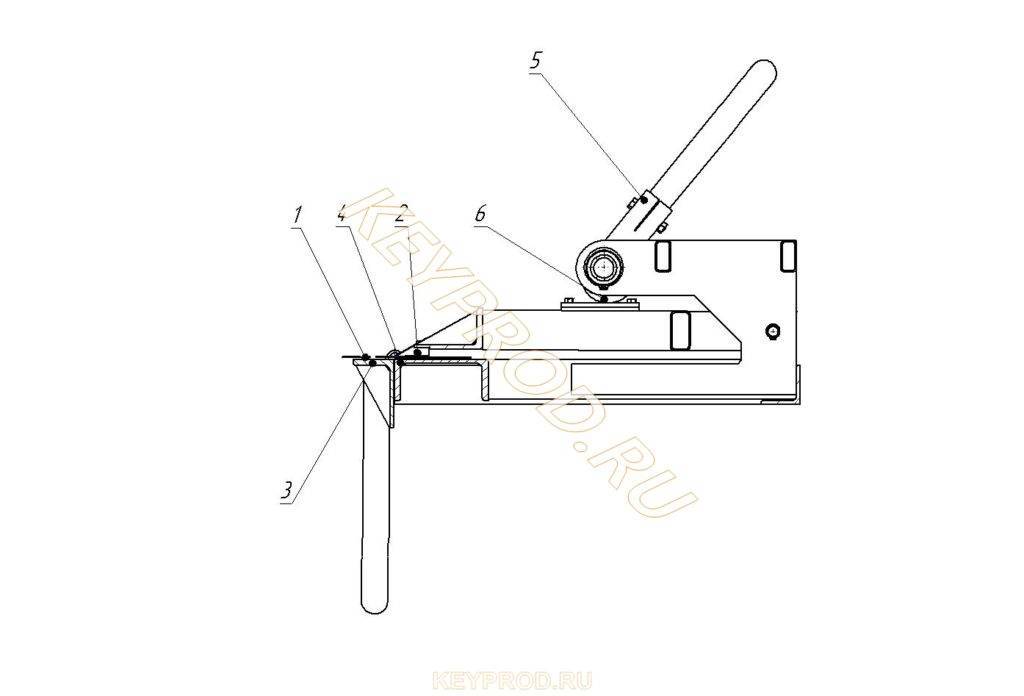
Базовый рабочий стол выполнен из дерева или металла. Его размеры должны составлять не менее 2х1 м. При необходимости работы с большими листами металла, можно с задней стороны предусмотреть откидную раму или плоскость, которая устанавливается на одном уровне со столом. Это необходимо для фиксации листа и предотвращения его выскальзывания из-под прижима в момент изменения положения.
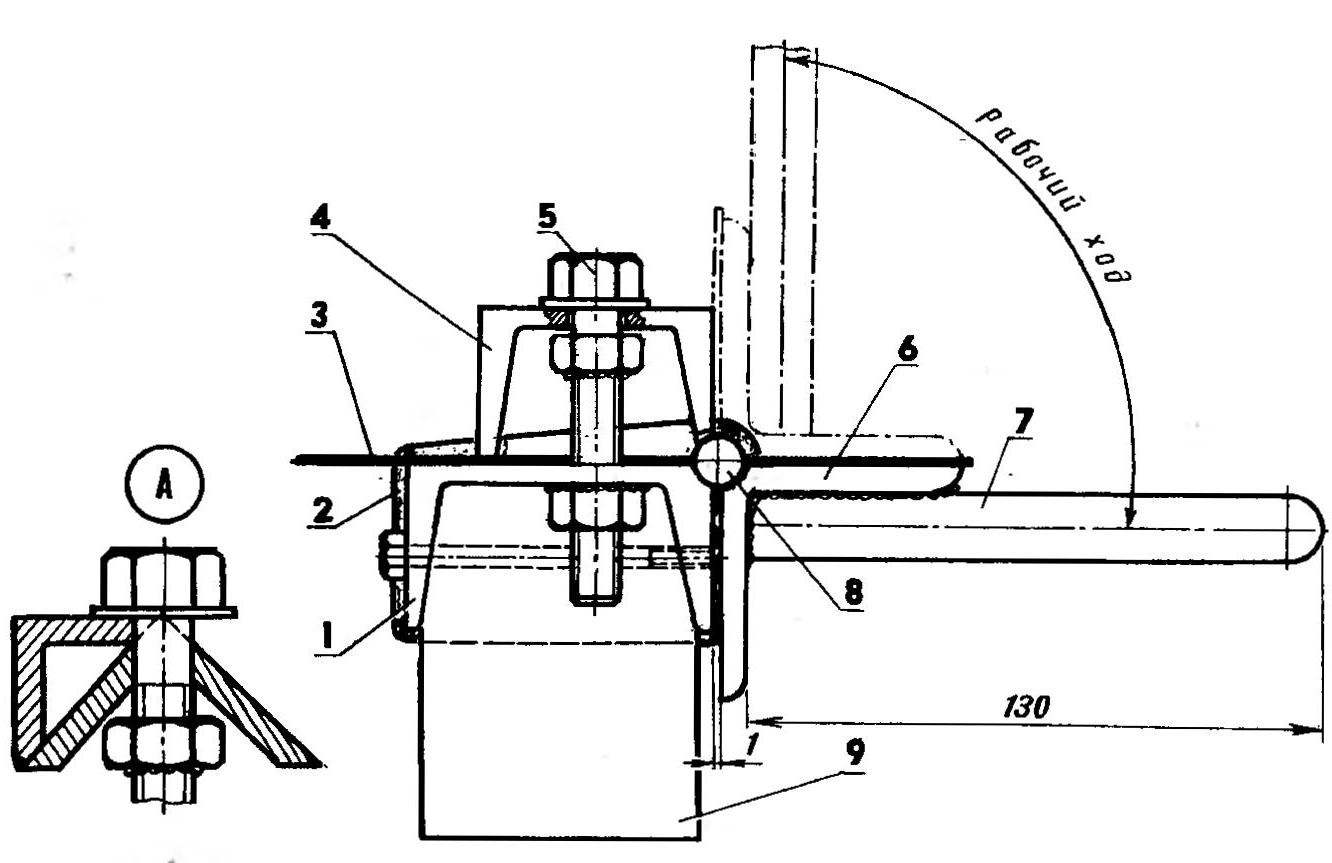
К передней части стола привинчивается основание — швеллер с шириной верхней грани до 7 см. По его обоим концам проделаны отверстия для установки направляющих шпилек с пружинами. На шпильках крепится прижим 5 со скошенной под углом в 45 – 50 о передней гранью. Можно использовать уголок 5х5 см или большего размера, установленный ребром вверх.
Поворотная часть — уголок 7 (5Х5) см с приваренной рукояткой устанавливается на петлях 6 таким образом, чтобы в откинутом состоянии верхняя грань уголка находилась на одной плоскости с основанием. Как сделать листогибочный станок усовершенствованного типа, который отличается повышенной производительностью и универсальностью конструкции, показано в ролике.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
Самая распространенная схема для самодельного листогиба
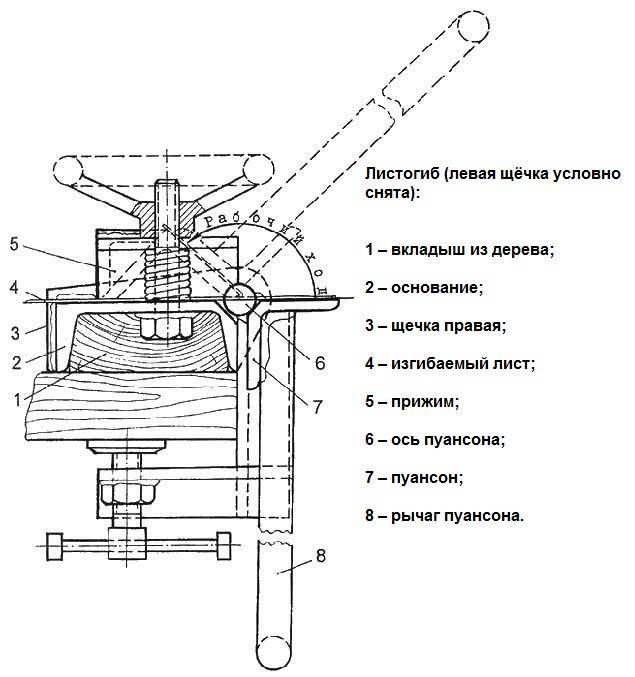
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:
Вариант самодельного листогибочного пресса
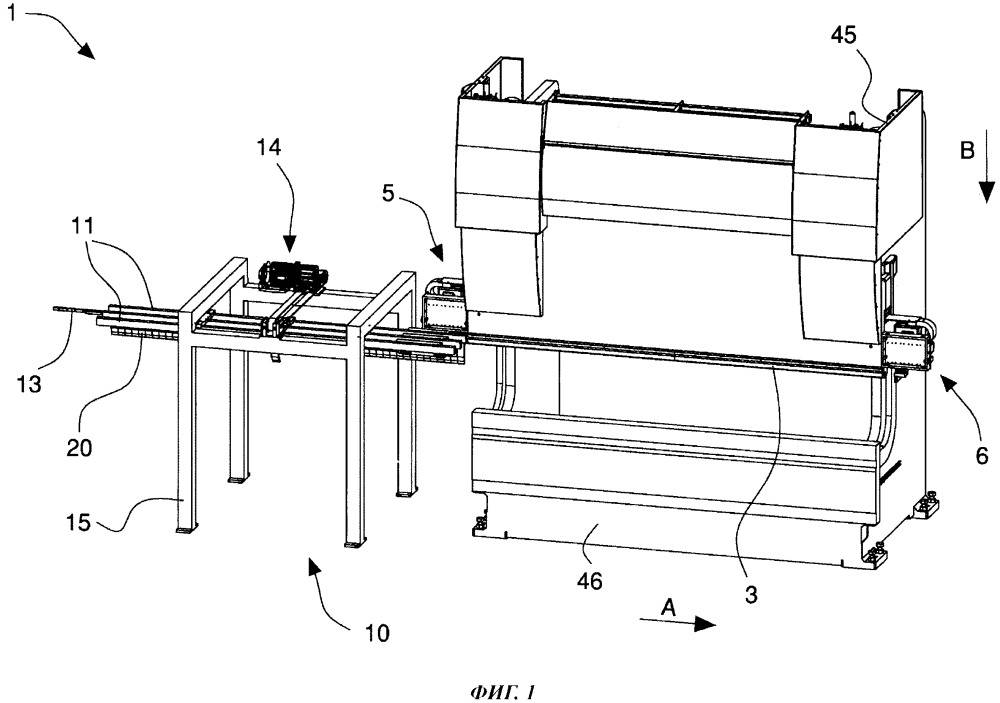
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
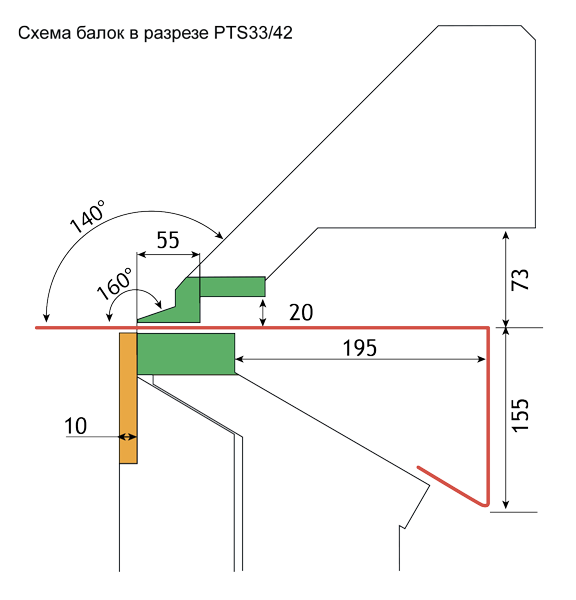
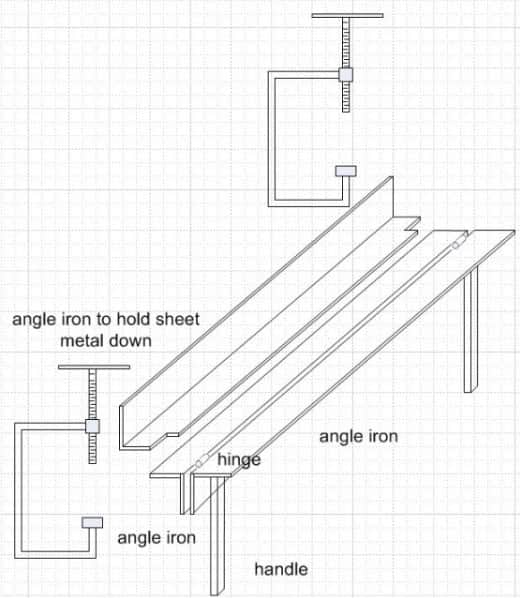
Эффективный листогибочный станок из металлических балок
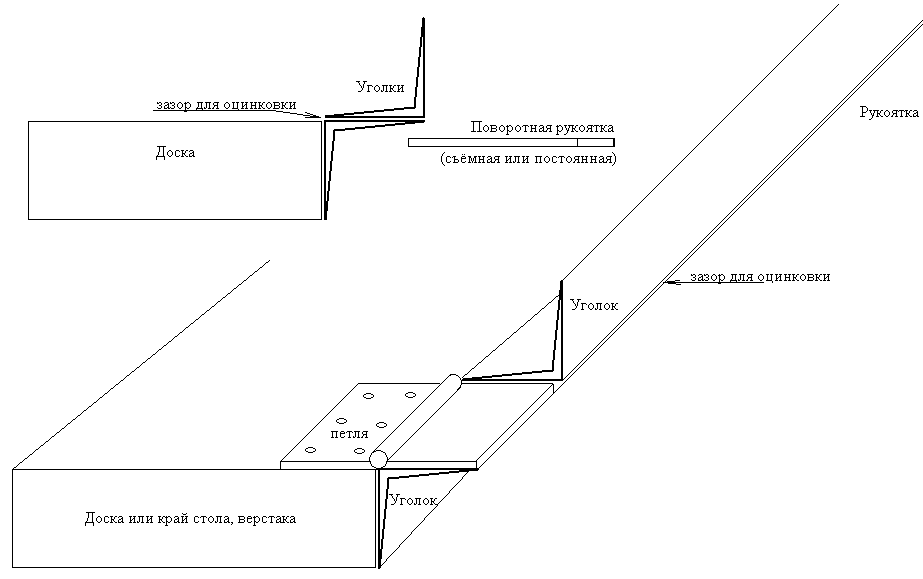
Чтобы изготовить данный вариант вам необходим верстак с относительно гладкой и ровной поверхностью, материал — предпочтительно металл, но и дерево подойдет. Также понадобятся уголки с размерами полок 4-5 см, толщина — не более 5 мм.
Размеры данных деталей зависят в первую очередь от того, какой объем работ вы собираетесь выполнять. Вы можете также взять металлические балки, которые пригодятся только в том случае, если сложность и тяжесть работ действительно высока.

Вам будут необходимы: петля для дверей в размере двух штук, винты с диаметром от 1,5 см до 2,5, пружины. Обязательно нужен аппарат для сварки и перфоратор.
Чтобы сделать листогибочный станок из балок следуйте следующим инструкциям:
- Две балки кладут вместе, на концах врезают петли для дверей. Край должен быть срезан под сорок пять градусов. Третью балку должны срезать идентично, учитывайте что глубину нужно увеличить, потому как данная деталь должна быть более подвижной, в отличие от остальных.
- К одной из балок вы должны приварить две детали с обеих сторон. Их задача заключается в том, что они позволяют прикрепить фиксирующий болт.
- К деталям нужно прикрепить болты.
- Теперь необходимо прикрепить третью балку, а сверху прикрепить пластинки из металла, по центру которых необходимо сделать отверстия с диаметром больше, чем у болтов.
- Обрежьте пружины так, чтобы она приподнимала третью балку на один сантиметр максимум.
- К верхней части винта обязательно прикрепить два обрезка, которые будут использоваться как ручки.
- На третью балку теперь приваривайте ручку из любого понравившегося вам материала. После этого вы можете начинать работать.

Обратите внимание!
Лебедка своими руками: классификация, материалы изготовления, описание этапов работы + инструкция для сооружения своими руками
- Струбцина своими руками — пошаговое изготовление и описание вариантов применения струбцины
- Нож своими руками | Поэтапное описание как и из каких материалов сделать самодельный нож
Благодаря данному рецепту у вас получится такой станок, с помощью которого можно будет гнуть детали действительно внушительных размеров и толщины. Такой станок обязательно пригодится при строительстве чего-либо, ведь балки большого размера в магазине стоят действительно немало.


Что такое листогибочный станок
Листогиб или листогибочный пресс — устройство для холодной гибки металла. Основное назначение — изготовление изделий из листовых материалов.
За счёт пластичности материала цветные и чёрные металлы, а также многие виды сплавов легко подвергаются механическим воздействиям. Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний — сжимается. Обязательным условием сгиба являются точные и ровные углы.
Главная черта гибки металла — отсутствие изломов, гофрирования готового изделия и появления других недостатков
Зачастую листогибами пользуются на месте проведения кровельных работ, в строительстве, при изготовлении всевозможных видов профилированных листов. С помощью гибочных станков создают стендовую продукцию и вывески. Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
История технического развития
Ещё в первой половине прошлого века мировой промышленностью выпускались преимущественно листогибочные станки механического типа, что объяснялось низкой стоимостью и простотой исполнения, а также надёжностью эксплуатации таких устройств. Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям.
Механические конструкции потребляли значительное количество электрической энергии, были шумными и сильно вибрирующими.
Для самых первых устройств характерна сложность частой переналадки и слишком высокий риск травматизма, а также низкое качество готовых изделий
Листогибочные конструкции пневматического типа ограничены в эксплуатации за счёт необходимости обеспечивать подвод магистрали со сжатым воздухом. А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
Гидравлические станки удобнее и безопаснее механических прессов
Появление в конструкции новых управляющих систем дополнило устройства удобным графическим пользовательским интерфейсом с автоматическими расчётами всей последовательности производимых операций и этапов программы, защитой сложным лазерным контролирующим устройством. Наиболее современные агрегаты полностью защищены от перегрузочного давления, имеют удобную электронную регулировку скорости, датчик контроля и многие другие важные усовершенствования.
Полезные советы
Рекомендуется всю конструкцию окрасить, поскольку она будет использоваться во дворе, а не дома. Своевременная покраска не позволит ей заржаветь.
Не используйте деревянный листогиб для сгибания листов толще чем 1 мм – это приведёт к его быстрой поломке. Он не рассчитан на такое усилие.
Не используйте, наоборот, слишком мощный листогиб для тонкой стали. Слишком быстрое сгибание приведёт к надлому листа, в результате образуется трещина. Особенно трещины разрушают со временем обычные оцинкованные листы. Каждое устройство рассчитано для определённой нагрузки.
Гнуть сталь толщиной более 2 мм на мощном листогибе одному рабочему подчас не по силам. Даже когда у листогиба длинные рычаги, может потребоваться помощь других рабочих. На профессиональных ручных листогибах рабочие гнут стальные листы вдвоём, втроём либо используют механическое устройство с 12-киловаттным двигателем. Последний вариант применим на фабрике, где из полос готовой листовой стали изготавливают, например, кровельные гофрированные листы, «коньковые» уголки, короба, Г-образные полосы для порогов и несколько иных видов продукции.
Любой листогиб подвергается постепенному износу, даже если он сверхпрочный и сверхкачественный. Движущиеся, трущиеся поворотные детали (петли, подшипники) необходимо смазывать хотя бы раз в год – при редкой, эпизодической работе. Частая и долгая работа может потребовать смазки раз в месяц, квартал – эти части испытывают усиленную перегрузку и не лишены трения окончательно. Проверяйте направляющие кромки – со временем они также могут подтупиться и зазубриться, и листовое железо гнётся хуже и грубее, с неровностями и помятыми участками.

Не используйте в качестве материала листы из нержавейки. Значительная вязкость такого сплава делает эти листы трудными в обработке.
Изготавливая листогиб, избегайте сварных соединений, которым вредят нагрузки, постоянно меняющие направление на противоположное.
Старайтесь сделать станок предельно простым, не прибавляя ненужных деталей. Простота – друг надёжности. Лишние детали могут прибавить дополнительный вес.


Листогиб не подходит для сгибания заготовок, используемых затем в художественной ковке – его нож не рассчитан на фигурное разрезание заготовок из стали от 2 мм. Нож листогиба в основном режет только прямо. Используйте специализированные станки для металлообработки иного уровня, решающие эту задачу.
Работая с электроинструментом, включая механизированные листогибы, используйте перчатки, защитные очки и спецодежду
Это уменьшит вероятность получения травмы при неосторожном движении. Амуниция рабочего не должна цепляться при работе за само устройство
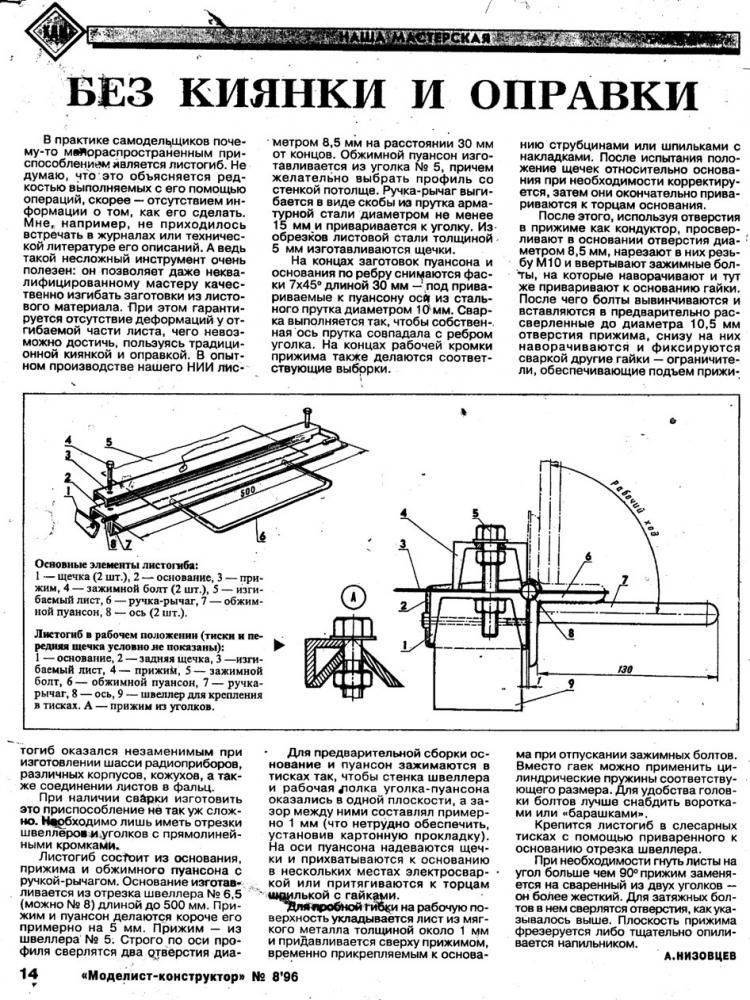
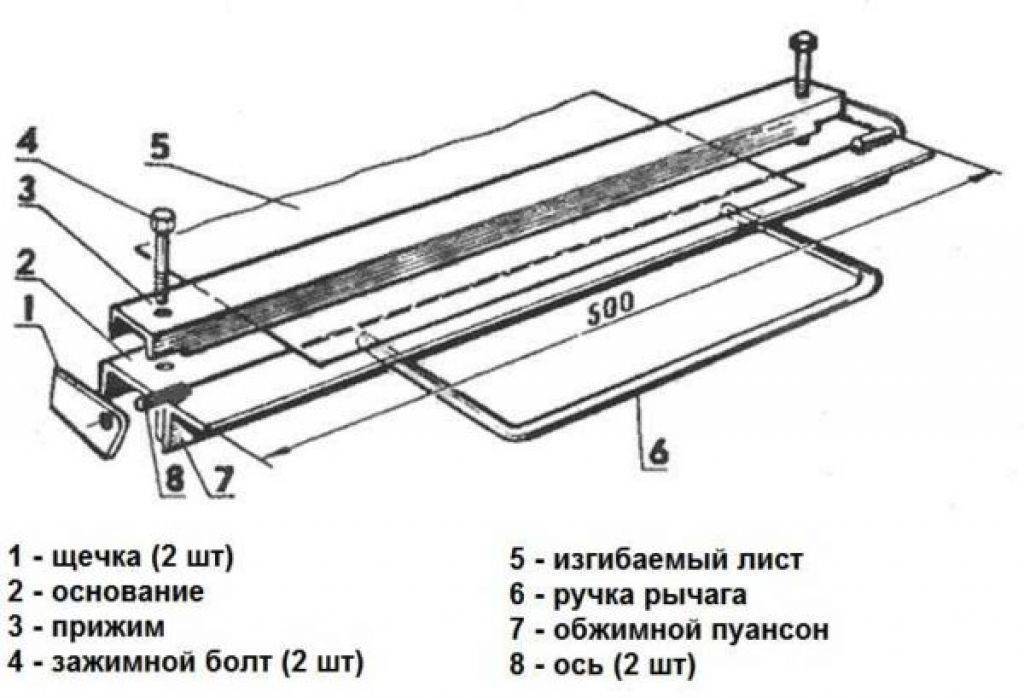
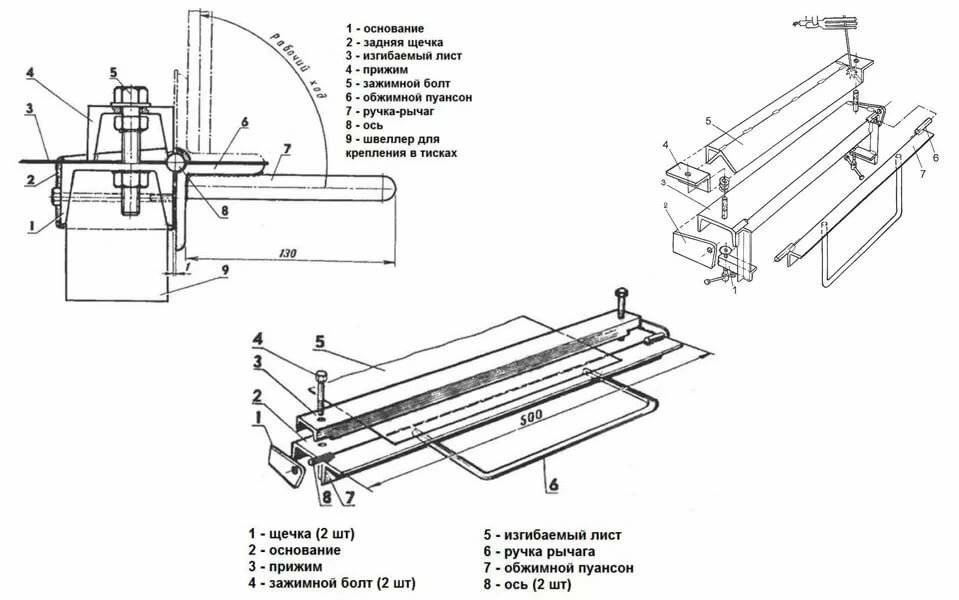
Ручной листогиб для толстых листов своими руками
Для изготовления такой модели оборудования лучше брать уголки и швеллеры, обязательно сны всю ржавчину. Не обойтись и без сварочного аппарата.

Стандартная конструкция состоит из:
- основания,
- прижима,
- обжимного пуансона.
В основании лучше использовать швеллер № 6,5 или № 8, для прижима — швеллер № 5, а пуансона — уголок № 5. Чем больше толщина стенок, тем лучше.
Размеры пуансона и прижима делаются на 55 мм короче основы. По описанию и чертежам легко сделать такой листогиб своими руками:
- В прижимной детали строго по оси на расстоянии 30 см от концов просверлить отверстия под болты.
- Согнуть арматуру диаметром 15 мм в виде рычага и приварить к уголкам.
- На концах пуансона и основания снять фаски размером 7*45° по ребрам.
- Добавить к основе щечки из листовой стали толщиной 5 мм.
- В основании просверлить отверстия диаметром 8,5 мм и нарезать резьбу для завинчивания зажимных болтов.
- Установить на головки болтов «барашки» или воротки.
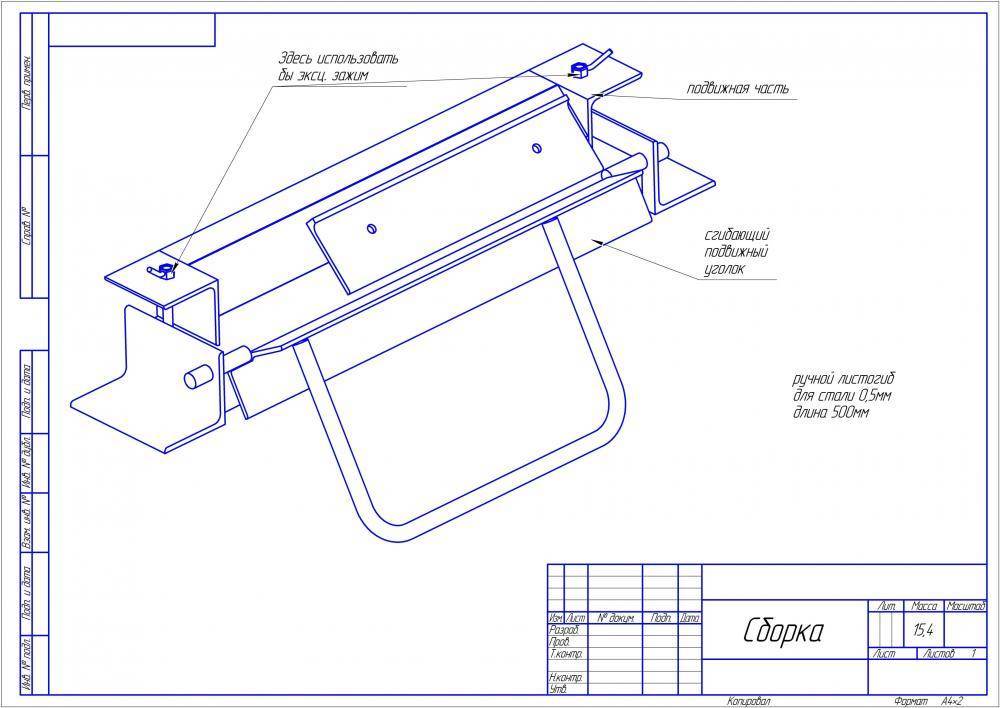
Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
Каким бы не было мастерство и опыт, практически невозможно киянкой и оправкой загнуть часть листа без ее деформации. В интернете можно найти множество инструкций, чертежей, фото самодельных листогибов самых разных вариантов.

Для траверсного приспособления достаточно:
- 4 метров стального уголка с 50 миллиметровой стороной,
- шаровой опоры для автомашины, оснащенной кронштейном для крепежа,
- тяги стабилизатора диаметром 10 мм,
- болгарки,
- дрели,
- аппарата для электросварки.

Порядок изготовления листогибочного станка своими руками по чертежам
- Нарезать болгаркой куски стального уголка длиной 1 м каждый.
- Из кронштейна вырезать две петли для подвижной траверсы.
- Сделать из стойки стабилизатора ось, на которую будут опираться петли.
- Измерить и разметить на уголке места креплений оси.
- Точно совместить в центре оси разметку и вершину траверсы. При неправильной центровке качество изгиба будет хуже или же листогиб, сделанный своими руками окажется непригодным для работы с металлическими изделиями.
- Приставить отрезки уголков друг к другу.
- Сделать разметку на другом уголке точно напротив оси первого.
- Сложить траверсы и зафиксировать для сварки.
- Приварить петли ко второму уголку.
- Вырезать болгаркой выборку вокруг оси прижимного уголка.
- Просверлить отверстия под болты 10 мм напротив осей.
- Приварить к неподвижной траверсе болты резьбой вверх.
- Сделать отверстие в центре нижней траверсы, но болт не приваривать, потому что он будет съемным элементом. К нему приварить короткую ось.
- Нарезать из прута 15-20 мм две ручки длиной 30 см и приварить их с нижней части поворотной траверсы.
- Изготовить станину, приварив с обеих сторон четвертый уголок к неподвижной траверсе внизу.
- Просверлить в станине отверстия для закрепления к столу или верстаку.
Такой мощный листогиб, сделанный своими руками, позволяет работать с заготовками шириной до 1 м и толщиной 2 мм. Углы загиба можно выбирать любой величины. Загибать края заготовки можно ступенчато или в любом направлении, причем с разной величиной угла загиба.
Листогиб: сложно ли сделать самому
Большинство умельцев утверждают, что на подготовку и реализацию уходит в целом менее дня, это при том, что материалы необходимо обрабатывать, ведь часто берутся ржавые и не совсем подходящие по параметрам элементы. Далее представим разновидности в зависимости от простоты сборки.
Виды для применения дома
- Поворотные (прижимные, с траверсами) – достаточно просты, но занимают значительное пространство. Их можно приготовить из подручных материалов. Наиболее эффективны, если их совместить с ножами для резки.
- Ротационный (с вальцами) – они намного сложнее, поскольку и сами элементы требуют предварительной металлообработки на токарном оборудовании, и электропривод – это дополнительные сложности.
Виды ручных листогибов
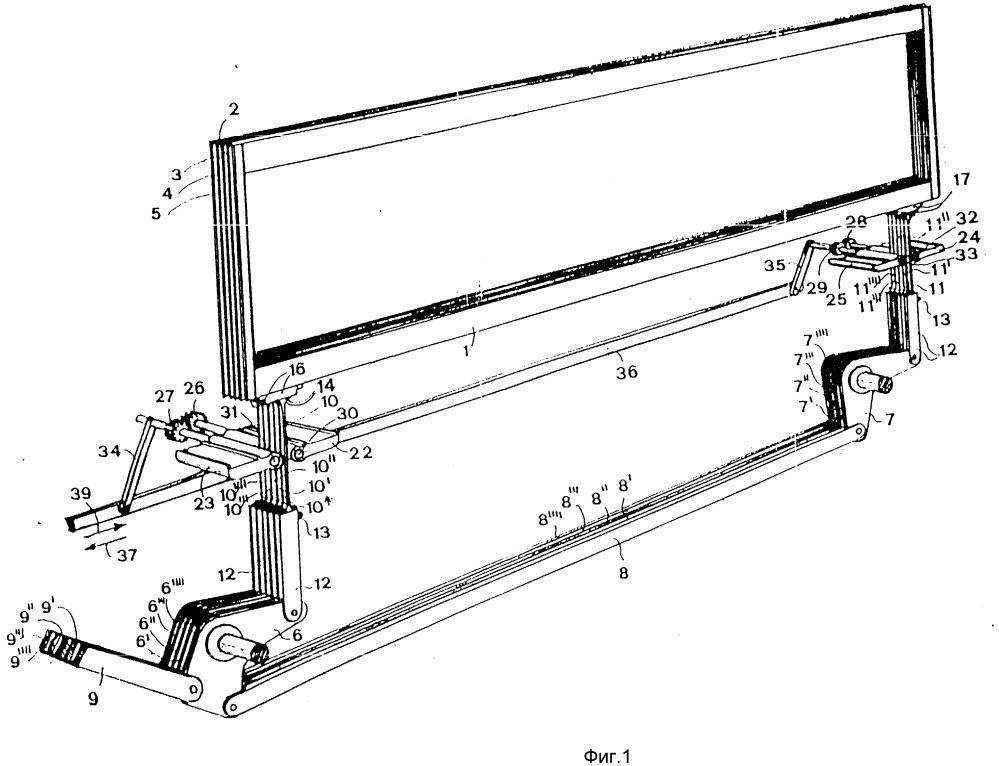
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Prev
1of1
Next
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Prev
1of1
Next
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Prev
1of1
Next
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Prev
1of1
Next
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Виды листогибов и их механизм
Прежде чем начать делать листогиб собственными руками, необходимо четко установить перечень задач, для решения которых он нужен. От главного назначения подобного прибора будет зависеть, по какой схеме он будет сделан. Наиболее элементарным является механизм, в котором листовое железо гнется при помощи особой траверсы. С помощью такого устройства можно легко согнуть листок металла под углом 90 градусов, применяя лишь силу рук без добавочных приспособлений, если ширина листка не выше 0,5 метра.
База листа фиксируется при помощи струбцин либо тисков, а его гнутье производится за счет давления, оказываемого траверсой.
В определенных случаях для получения угла заворота точно в 90 градусов может пригодиться вложенная приставка, представляющая собой обыкновенную полосу металла, которая поможет возместить упругость листка.
Более трудным по конструкции считается листогибочный пресс, систему которого составляют сетка и пуансон. Листовое железо в таком приборе располагается на матрице, а пуансон спускается на заготовку сверху, сообщая ей необходимый профиль. В хозяйственных условиях листогибочная машина вряд ли найдет употребление, так как она довольно сложная и небезопасна в применении.
Вариация реализации самодельного листогибочного пресса, функционирующего в паре с изготовленным собственными руками гидропрессом. Если уже имеется пресс, то дополнить его устройствами для сгибания узких листов металла не составит труда. Более совершенной считается листогибочная машина, гнутье железа в которой исполняется за счет действия трех валов.
Такое оснащение называется проходным. Одним из основных его преимуществ считается то, что его контролируемые вальцы разрешают приобретать различный радиус изгиба. Аналогичный аппарат для гибки металла может быть с ручным или гальваническим приводом, а его вальцы могут обладать разнообразной конструкцией.
- Вальцы с плавной рабочей поверхностью предусмотрены для выполнения многих жестяных работ, которые подразумевают выгибание заготовок, изготовку секций труб с большим поперечником и др.
- Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).
- Протяжной станок может быть укомплектован опорой, прижимом и траверсой, что разрешает применять его для ручной гибки болванок.
- Аналогичные станки оснащаются набором валов разного профиля, которые также можно купить дополнительно, чтобы сделать машину более универсальной.
Что кому?
Подведем итог – какой кому листогиб лучше подойдет:
- Самодельщику-любителю – гибка подручными средствами, как описано, или самодельный ручной, если есть запас металлохлама и желание повозиться.
- Мастеру-универсалу на приработке, которому время от времени перепадают заказы по жести или кровле – самодельный ручной наподобие описанного плюс, если есть некоторый избыток средств – зигмашинка.
- Кровельщику или жестянщику – профессионалу, имеющему стабильный поток заказов – фирменный ручной с зигмашиной.
- Для массового производства профнастила, стандартных элементов кровли или листовых металлоконструкций – специализированное промышленное оборудование соответствующего назначения.
Привод
Гибочное и прессовое оборудование с механическим приводом (маховик с фрикционом и кривошипом или падающий груз с системой блоков, тросов и рычагов) имеет высокий КПД, но все равно уходит в прошлое. Механика дает резкий импульс (удар) в начале рабочего хода, а к концу он слабеет. Для гибки/прессовки нужно как раз обратное.
КПД электропривода с уменьшением размеров обрабатываемой детали стремительно падает. Чтобы отформовать профнастил на описанном выше стане, хватает 12 кВт. Чтобы сделать отбортовку на картине кровли, меньше чем 1,5-2 кВт не обойдешься. Дело в том, что внешняя характеристика электромоторов переменного тока (кроме трехфазных с фазным ротором – сложных, дорогих, требующих регулярного ухода) довольно-таки жесткая. От сопротивления гнущегося металла движок не наращивает момент на валу, а наоборот, скольжение ротора растет и момент падает. А энергопотребление при этом увеличивается.
Гидравлический привод, по идее, идеален – гидроцилиндр сам автоматически подстраивает свое усилие под сопротивление детали. Но точные гидросистемы сложны и дороги. Распределить же усилие, скажем, автомобильного домкрата равномерно по всей длине метрового сгиба не возьмется и опытный конструктор, как и синхронизировать подручными средствами работу двух и более.
Остается «ручник», и это не так уж плохо. Если сконструировать листогиб так, чтобы, как при распашной гребле или пауэрлифтинге, работали самые сильные и выносливые мышцы (бицепсы, широчайшие спины, бедренные, икроножные), а реакция (отдача) станка прижимала стопы к полу, то работа, вследствие ее цикличности, не будет изнурительной. Зато будет вырабатываться навык, который даст точность и производительность.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
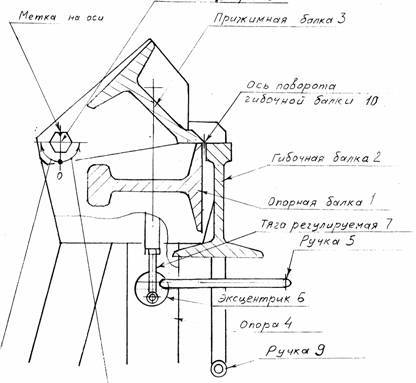
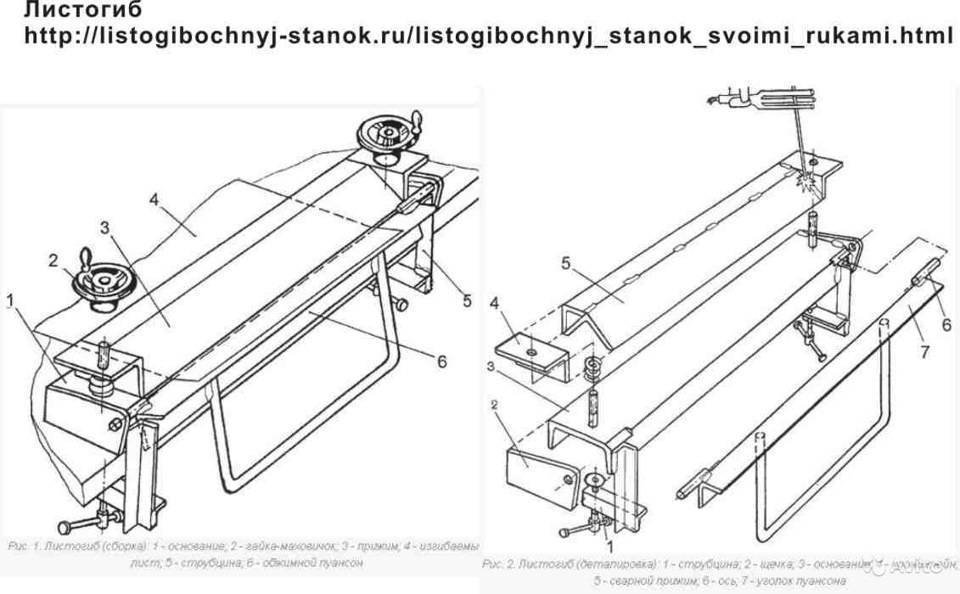
Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.
Устройство листогиба