Монтаж полипропиленовых труб своими руками
Преимущества монтажа
Рассчитайте количество труб и фитингов
Для выполнения монтажа трубопровода не требуется выполнение сварочных работ. Все соединения выполняются при помощи пайки. Труба стыкуется в фитинге, а затем спаивается специальной муфтой. Преимущество такой пайки состоит в том, что уже через час после пайки всей системы, трубопровод готов к использованию.
Подготовка инструмента
Шейвер
Кроме наличия всех необходимых деталей и материалов, для выполнения монтажа трубопровода необходимо подготовить весь инструмент.
- Самым главным инструментом для работы является паяльник, с помощью которого будет выполняться пайка муфт. Покупая этот инструмент, не стоит экономить. Это может сказаться на качестве пайки и скорости выполнения работ, да и сам паяльник может очень быстро перестать работать. Качественный паяльник при долгой работе не нанесет вред тефлоновому слою покрытия насадок.
- Для пайки вам потребуются насадки под трубы. В основном, они идут в комплекте с паяльником.
- Основная часть работы будет выполняться стационарно, поэтому под паяльник необходима подставка.
- Чтобы отрезать нужный участок трубы, понадобятся специальные кусачки, можно применить труборез.
- Снятие с трубы слоя алюминия выполняется с помощью шейвера.
- Чтобы впаиваемая труба свободно входила в фитинг, потребуется снять фаску края трубы, используя фаскосниматель.
Трубы и фитинги
Предварительно посетите строительный магазин и купите все необходимые инструменты.
На чем можно сэкономить
Ножницы для полипропиленовых труб
Произвести пайку полипропиленовой трубы подручными средствами не получится. Но все же, на некоторых инструментах можно сэкономить. Если предстоит выполнение небольшого объема работ, из списка покупок можно вычеркнуть кусачки или труборез. Отрезание трубы можно выполнить болгаркой. Шейвер используется только в том случае, если есть алюминиевый слой. Если этот слой отсутствует, то и инструмент можно не покупать.
План работы
План разводки водоснабжения
Решившись на самостоятельный монтаж трубопровода, необходимо составить план выполняемых работ. Требуется все рассчитать так, чтобы пайка муфт в большинстве случаев происходила не на весу, а стационарно. В конце работы останется лишь соединить всю систему и произвести пайку последних точек соединения.
Перед началом работы должна быть тщательно проработанная схема трубопровода. Это сильно облегчит условия работы, и вам не придется покупать лишние материалы. Грамотно выполненный расчет позволит выполнить все неудобные места пайки на столе.
Особенности пайки трубопровода
Для выполнения прочной пайки выполняется прогрев внешнего края трубы и внутренней стороны муфты. Прогревается только тот участок трубы, который полностью войдет в муфту. После соединения прогретых участков, происходит спаивание полипропилена.
В начале пайки необходимо подготовить сам материал. Вымеряется и отрезается необходимая длина трубы. На краю отрезанной трубы, с внешней стороны, снимается фаска глубиной 3 мм, и под наклоном не менее 15 градусов. Края спаиваемых материалов очищаются от загрязнения и обезжириваются специальным раствором. И только теперь можно выполнить пайку изделия.
Пайка трубы
Пайка с помощью паяльника
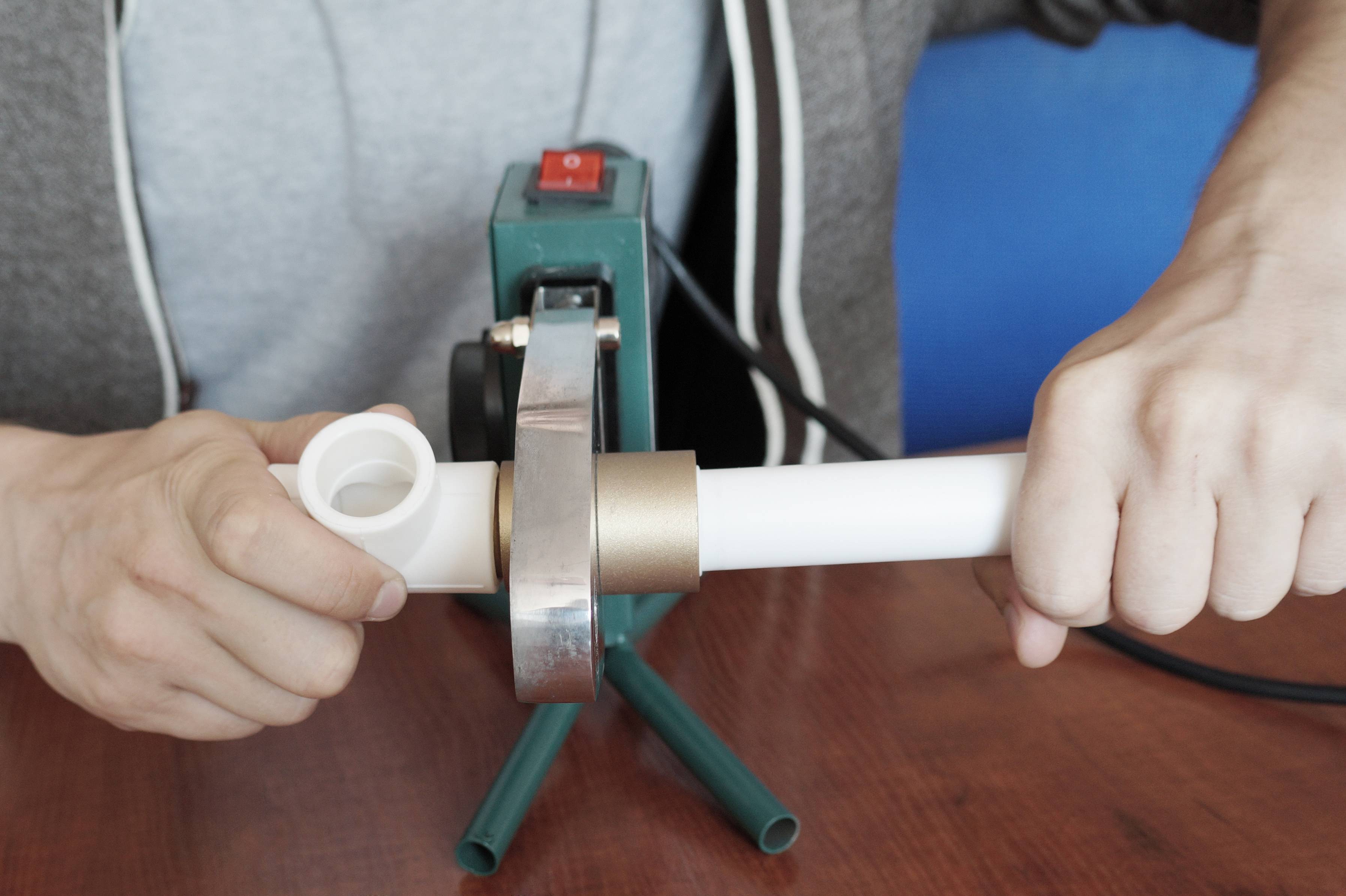
- Перед началом пайки паяльник устанавливается с помощью подставки на столе и подключается к электросети. Пайка происходит при температуре 260°C. Поэтому, если паяльник имеет регулятор температуры, его надо выставить на это значение. К сведению: при других температурах, пайка изделий не выполняется. Следовательно, не стоит переплачивать за покупку паяльника с регулятором температуры.
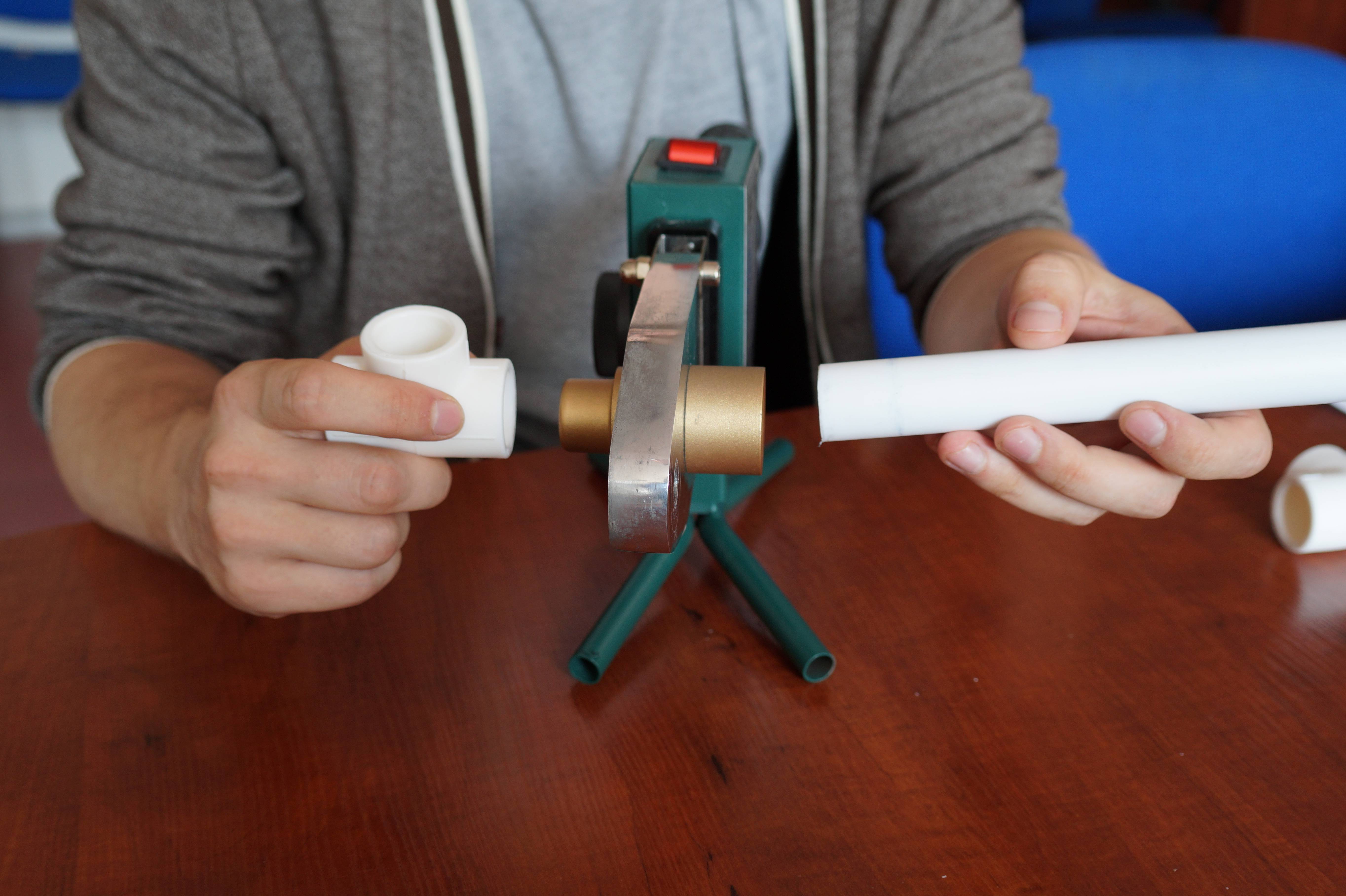
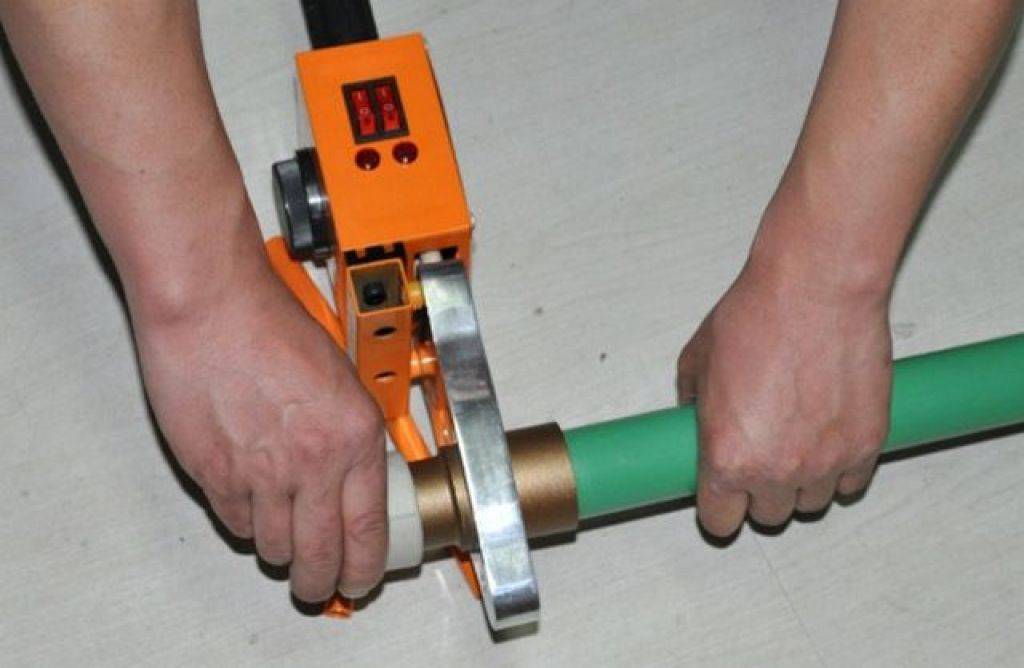
- Когда паяльник полностью прогрелся, можно начинать процесс сваривания деталей. Фитинг должен прогреваться одновременно с трубой, поэтому с одной стороны специального штыря надевается фитинг; труба, вставленная в гильзу, надевается на вторую сторону нагревателя. После полного прогрева детали быстро снимаются с паяльника и соединяются.
- При пайке необходимо соблюдать время прогрева деталей, иначе деталь быстро деформируется и станет непригодной для соединения. Недостаточно нагретую деталь не получится надежно спаять, в результате чего образуется течь в месте соединения.
Для определения времени нагрева разработана таблица, которой пользуются специалисты, выполняя монтаж полипропиленовых труб.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Подготовительные работы
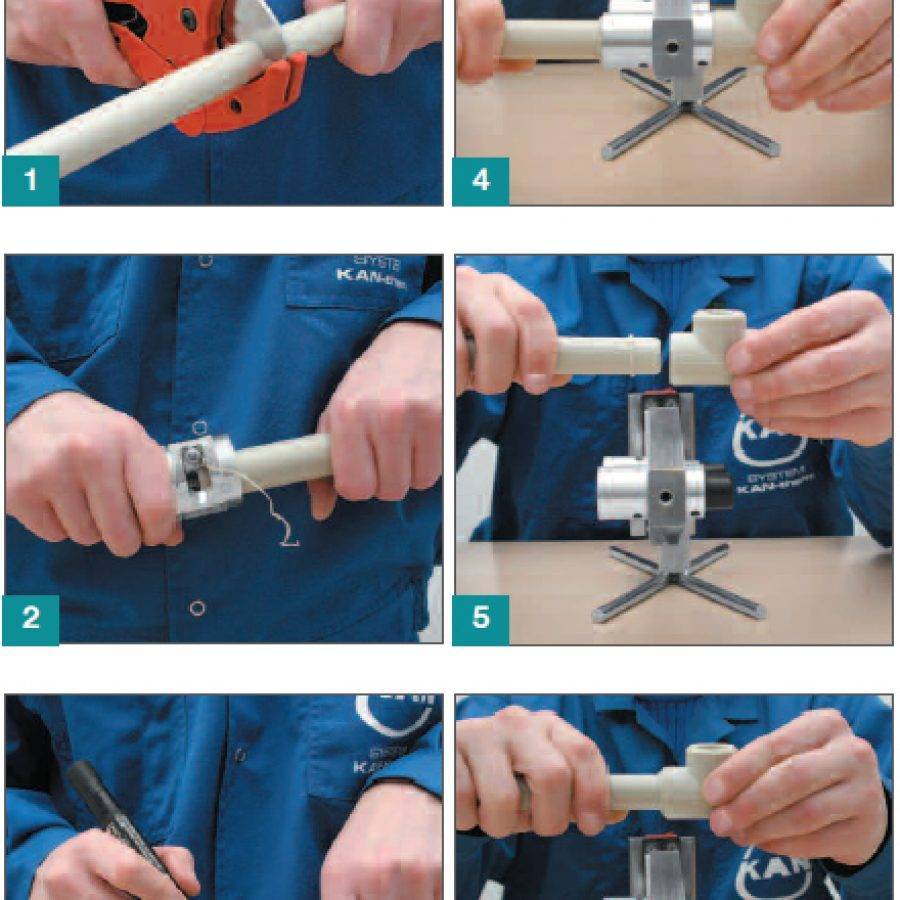
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.




![[инструкция] пайка полипропиленовых труб | видео](https://stalnoy-dekor.ru/wp-content/uploads/6/7/0/6706d8519c17999307d8b4873cda940c.jpeg)



Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.

Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Ошибки при выполнении пайки
О некоторых ошибках, которые допускают не опытные мастера, мы уже говорили. Вспомним их и дополним этот список еще несколькими распространёнными ошибками, встречающиеся при пайке.
 Ошибки при пайке
Ошибки при пайке
- Перегрев. Приводит к деформации элементов при пайке и уменьшению канала. Образуются наплывы, из-за которых засоряется трубопровод.
- Недостаточное нагревание приводит к неплотному соединению и появлению течи. Строго соблюдайте время пайки.
- Медленно выполняется процесс пайки, в результате пайка не выполняется на нужную глубину. Необходимо соблюдать временные интервалы, указанные в таблице.
- Не достаточное усилие, также может повлиять на не большую глубину спайки. В результате соединение будет не герметичным и даст течь. Отмечайте маркером нужную длину входа.
- Слишком большое усилие прикладывать тоже не нужно. Глубина входа будет слишком велика, что приведет к сужению канала и плохой проходимости.
- Используйте при сварке те фитинги, которые не уменьшают диаметр при пайке. Например «накидная гайка» уменьшает канал. Лучше использовать «американку», она дороже, но эффективнее.
- Используйте при пайке водопровода или отопления системы одной фирмы, не допускайте смешивания.
- Используйте полипропиленовые системы согласно маркировке. Не стоит экономить и монтировать отопление, используя ПП для холодной воды.
- Также не стоит экономить при покупке ПП систем, выбирайте проверенные фирменные магазины, в которых Вам могут дать гарантию качества.
Надеемся, Вы нашли ответы на свои вопросы. Если не, то оставьте комментарий, мы постараемся Вам помочь.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Соединение полипропиленовой трубы без пайки
Метод «холодной сварки» — это решение, как соединить полипропиленовую трубу без пайки. Используется специальный тип пнд муфты, и особый клеевой состав. Для этого способа подходят не всякие полипропиленовые трубы, соединение без пайки предпочтительно использовать тогда, когда нет возможности работать с паяльным оборудованием. Как паять полипропиленовую трубу, если в помещении запрещено использовать электронагревательные приборы? Для решения этой проблемы были созданы так называемые «надвижные» и «компрессионные» фитинги.








Спайка полипропиленовой трубы с фитингом, дополненным резьбовым соединением, даст возможность подключиться к действующей магистрали из металлических или металлопластиковых труб. Компрессионный фитинг дает возможность создавать неразборное соединение, но требует наличия специального инструмента.
Пайку трубы пнд своими руками можно не производить, если реализовать соединение труб и фитингов при помощи натяжных шайб. Недостаток метода в том, что потребуется специальный инструмент, да и навык выполнения работ не помешает.

Компрессионный фитинг дает возможность надежно соединять полипропиленовые трубы без пайки
Более сложным будет вопрос о том, как запаять полипропиленовые трубы, случайно поврежденные в процессе эксплуатации, без специального оборудования. Но определенная температура для пайки полипропиленовой трубы имеет решающее значение, поэтому все же придется найти паяльник, чтобы заменить вышедший из строя участок или фитинг. В качестве экстренной меры можно применить специальный клей или замазку для полипропиленовых труб.
Чтобы новый водопровод не преподнес сюрприз в виде протечки, нужно его обязательно протестировать перед сдачей в эксплуатацию. Самый простой способ, как проверить пайку полипропиленовой трубы в местах соединения с фитингами и переходными муфтами — это испытание системы избыточным давлением.
Секреты пайки полипропиленовой трубы без паяльника и с таковым вовсе не являются привилегией только мастеров высокой квалификации. Знания о том, как правильно спаять полипропиленовую трубу с фитингом, как паять трубу из полипропилена и как соединять полиэтиленовые трубы, можно получить из любого источника – даже сети Интернет. Просмотрев краткую видеоинструкцию, легко получить представление, как правильно паять трубу из полипропилена от любого производителя. Поэтому и начинающие мастера вполне способны монтировать технически сложные и надежные трубопроводные системы. Но специалистами становятся только те, кто соблюдает технологию и выбирают температуру паяния полипропиленовых труб правильно. Используя же табличные данные, указывающие, как правильно паять трубу из полипропилена, можно еще и расходовать средства, выделенные на строительство или ремонт коммуникаций, более экономно.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Муфтовая сварка ПНД труб
Муфтовая сварка
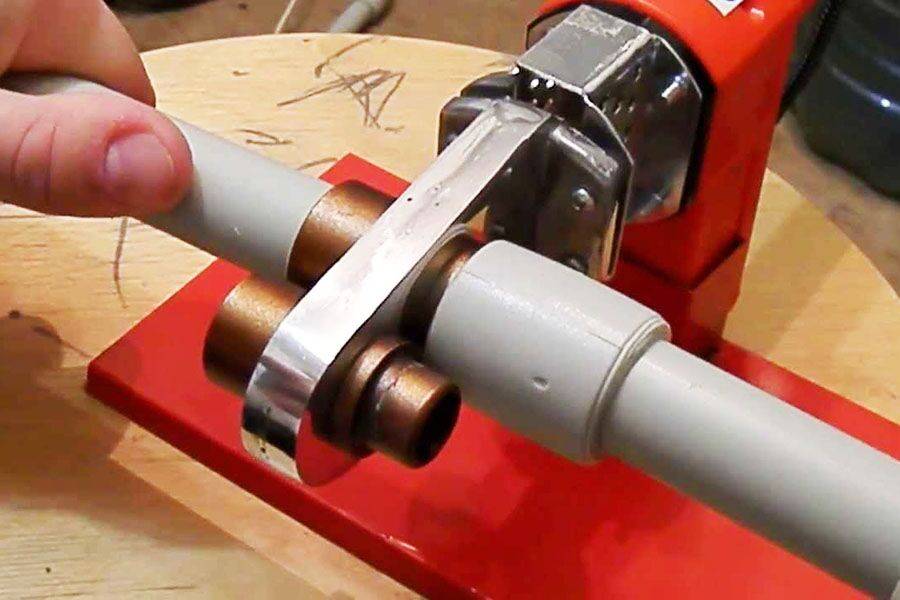
Муфтовая сварка имеет другой порядок действий и иной набор материалов. Для проведения работ обязательно понадобится паяльник для ПНД труб, а также набор насадок. Часто в таких соединениях используется дополнительная аппаратура, такая как уголки и эксцентрики. Соединение торцов изделий проводится после того, как к ним будут присоединены фитинги.
В работе используется паяльник для полипропиленовых труб, который содержит несколько металлических деталей. Эти детали и нагревают пластиковые агрегаты. Одна из них представляет собой дорн – специальный элемент, который вставляется во внутреннюю часть фитинга. Другая же, гильза, служит для нагрева самого участка.
Проведение муфтовой сварки требует особой подготовки. Нужно осуществить ряд действий, помогающих повысить качество соединения:
- Заготовки должны быть подрезаны и выставлены ровно друг напротив друга.
- Края нужно очистить от загрязнений и остатков пластика.
- Те трубы, которые сейчас не используются, необходимо заткнуть пробками во избежание засорений.
- Нужно осмотреть паяльный прибор на наличие загрязнений или остатков пластика от прошлых работ. В случае необходимости очистить.
После проведения всех подготовительных работ можно со спокойной душой взяться за реализацию данного метода сварки. Порядок реализации:
- Соединяемые детали нагреваются паяльником до определенной температуры. Обычно за этой температурой следит сам прибор, который в нужный момент подаст сигнал об остановке нагрева.
- Труба с усилием вставляется в гильзу, а фитинг насаживается на дорн. Часто для выполнения этих операций потребуется довольно большое усилие. Вставлять детали необходимо до упора.
- Лишняя часть пластика будет выдавлена наружу и создаст валик в виде кольца.
- Затем обе детали необходимо снять с инструмента и плотно соединить между собой.
- После полного остывания можно продолжать работу по подключению трубопровода.
Продолжительность пайки можно узнать из нормативов, в которых это время указано в зависимости от диаметра деталей.
Соединение с фитингом
Также необходимо помнить, что прикладывать усилия при соединении трубы и фитинга необходимо только до тех пор, пока детали не уперлись. Если продолжить воздействие, можно нарушить целостность соединения, что вызовет негативные последствия в будущем.









Особенности процесса и рекомендации
Сварку полипропиленовых труб инструкция описывает как процесс. Начинать который следует с определения его цели, организации рабочего места и маршрута прокладки. Так определяют необходимые виды деталей, их количество, диаметр и размеры.
Перед сваркой с их поверхности убирают алюминиевый и наружный слой. Отмеряют глубину сварки. Один край насадки надевают на трубу, второй вставляют в отверстие фитинга, предварительно убедившись с соответствие их диаметров.
Для сварки полипропиленовых труб температура нагревательного элемента сварочного аппарата должна достичь 260С, а контрольный индикатор выключиться. Время нагрева зависит от диаметра тубы.
 Контроллер питания который сообщает об отключение прибора для избежания перегрева изделия
Контроллер питания который сообщает об отключение прибора для избежания перегрева изделия
Пластик изделий в местах, предназначенных для сваривания, разогревается одновременно и до необходимого состояния. Он должен стать мягким. У трубы – это внешняя, у фитинга – внутренняя поверхность отверстия. В этом следует обязательно убедиться. Для качественного сваривания сразу после разогрева труба вставляется в отверстие фитинга и прижимается по направлению к оси. После чего двигать свариваемые части одно по отношению к другому не следует. Время соединения и охлаждения также зависят от размеров изделий, толщины их стенок и ширины шва. Например, нагрев детали диаметром 20 мм. – 7 сек., соединения – 4 и охлаждения – 2 мин. Если диаметр 30 мм – 12 сек., соединение – 6, охлаждение – 4 мин. И так далее.
Результат перегрева полипропиленовых труб
Перегрев может вызвать деформирование пластика, а если достаточно не нагреть, то не добиться качественного сплавления. В запорной арматуре перед свариванием кран на муфте должен быть открыт. Если диаметры свариваемых изделий подобраны правильно, то при соединении на поверхность должно выступить некоторое количество разогретого пластика. Рекомендуется также снять фаску с кромки края трубы, так ее будет удобнее и без повреждений вставить в муфту.
Как правило, разогреваемые элементы надеваются на нагреватель с трудом, из-за незначительной разницы в диаметрах. Для удобства их можно одевая повертеть вокруг оси. Однако не стоит вставлять до упора нагревателя, так как это повлечет деформацию кромки изделия.
Основные типы полипропиленовых труб
Подбор труб напрямую зависит от назначения их применения. Основными параметрами считаются: температура среды, которая будет проводиться по трубопроводной магистрали и рабочее давление системы. Не менее важен диаметр трубопровода, и зависит он от объёмов жидкости, которую должна пропускать магистраль.
Для трубопроводов холодного водоснабжения используют трубы без армированной составляющей со следующими маркировками:
- PN 10 — изделие рассчитано на температуру жидкости до 20 градусов при использовании в системах тёплого пола до 45 градусов при максимальном давлении в системе до 1 МПа;
- PN 16 — изделие используется в холодном и горячем водоснабжении при температуре жидкости до 95 градусов и давлении до 1.6 МПа.
Изделия, обладающие более высокими термальными характеристиками и возможностью работы в системах холодного и горячего водоснабжения с большим давлением, маркируются индексами:
- PN 20 применяются в температурном режиме до 95 градусов и максимальном давлении до 2 МПа.
- PN 25 применяются в системах отопления горячего водоснабжения. Имеют армированную составляющую, что значительно повышает прочность. Температурный режим работы до 95 градусов и максимальное давление до 2.5 МПа.
Кроме труб, для монтажа системы необходимы соединительные элементы, которые позволяют создать цельную систему теплосети или водоснабжения с учётом всех необходимых требований для каждого отдельного случая.
Преимущества применения полиэтиленовых труб
Сварка полиэтиленовых труб сделанная своими руками отличается от аналогичной работы с полипропиленовыми материалами.
Полиэтиленовые материалы имеют ряд весомых преимуществ:
- прежде всего, это гибкость, которая дает возможность прокладывать узлы по изогнутой линии без стыков между прямыми отрезками;
- малый вес, возможность сворачивания при транспортировке;
- материал совершенно инертен, не вступает во взаимодействие ни с какими веществами, находящимися в земле;
- не выделяет токсичных элементов;
- не лопается на морозе.
Полиэтиленовые трубы ПНД могут применяться для водопроводов и канализационных систем. Такие детали не изнашиваются, не подвергаются коррозии, не зарастают, не боятся контакта с агрессивными веществами и, главное, могут изменять свою длину на 7%, не теряя при этом эксплуатационных характеристик. Пропускная способность такого вида водопровода на 30% выше, чем у металлического аналога с таким же сечением, благодаря идеальной гладкости стенок.
 Выполнение точечной сварки своими руками включает в себя несколько этапов, которые необходимо выполнять в строгой последовательности.
Выполнение точечной сварки своими руками включает в себя несколько этапов, которые необходимо выполнять в строгой последовательности.
Как правильно починить автомобиль при помощи сварки? Узнайте об этом в нашей статье.
Если вы планируете профессионально заняться газовой сваркой, то для начала необходимо тщательно подготовиться. Подробнее по https://elsvarkin.ru/materialy/materialy-dlya-gazovoj-svarki/ ссылке.