Конструктивное устройство микрометра
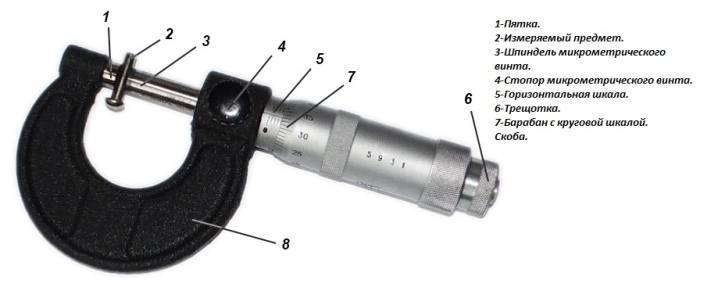
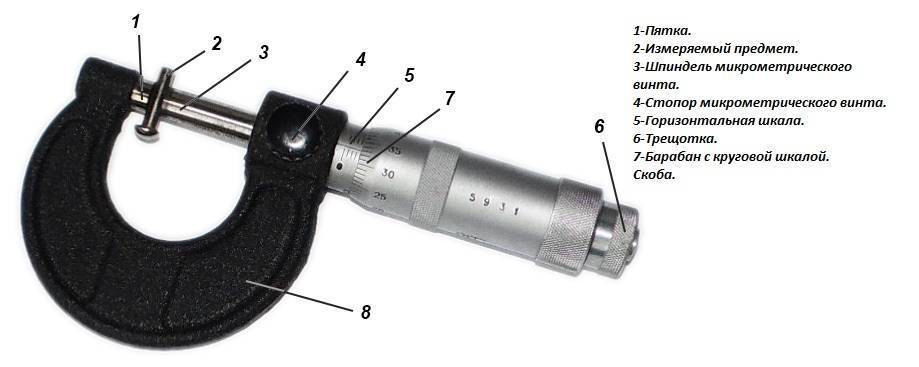
Гладкий микрометр, который чаще всего используется в быту, состоит из следующих конструктивных элементов:
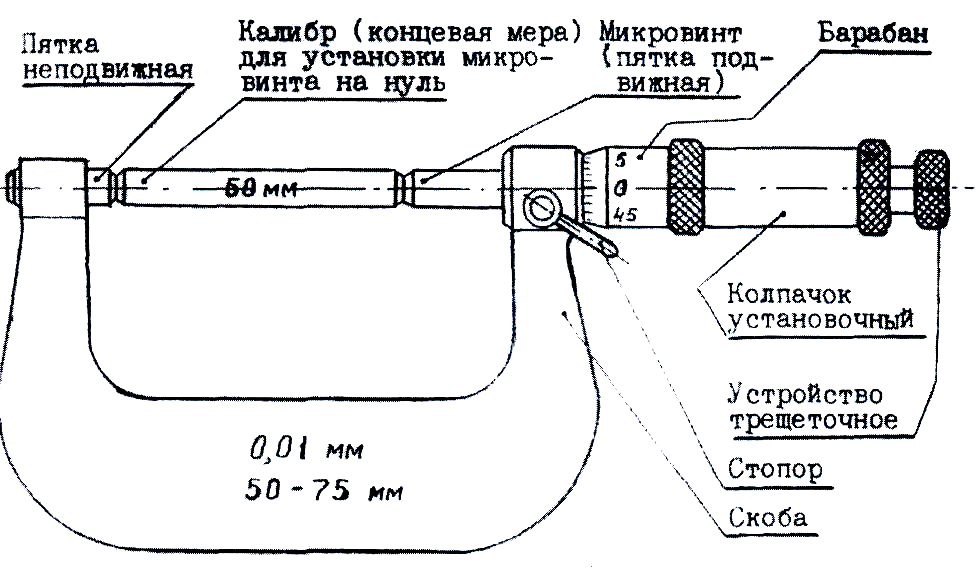
Скобы, которая должна иметь высокую жёсткость, так как при её малейшей деформации происходит изменение точности прибора, что приводит к появлению погрешности в измерениях.
- Пятки, которая может запрессовываться в корпус, а может иметь съёмную конструкцию. При этом последний вариант используется в приборах, имеющих большой измерительный диапазон.
- Микрометрического винта, перемещающегося в процессе вращения трещотки.
- Стопорного устройства, которое выполняется в виде зажима винтовой конструкции. Такой элемент используется с целью фиксации микрометра в процессе проведения настроек инструмента или непосредственном снятии показаний.
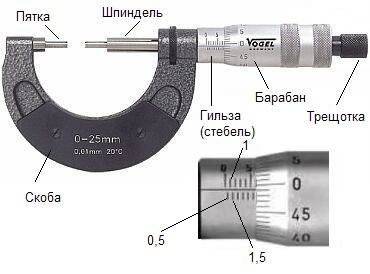
- Стебля, на котором наносятся шкалы – основная с нумерацией целых частей миллиметров и добавочная измеряющая половины миллиметров.
- Барабана, который предназначен для измерения десятых и сотых долей миллиметра. Также торцевая часть барабанного механизма используется в качестве указателя на шкале стебля.
- Эталона, предназначенного для проведения проверок настройки микрометра. Однако данный элемент предусмотрен не для всех приборов.
Чтобы не допустить возможность повреждения измеряемых изделий, особенно если они имеют резьбу, при большом усилии в процессе затягивания винта используют специальную трещотку.
Чтение показаний по шкале Нониуса
https://i.imgur.com/vIkI0fZ.png Микрометрический наконечник, показывающий 0, 276 дюйма. На рисунке выше измеритель расположен так, что он находится между 2 и 3 градуировкой, таким образом, 2 x 0. 100 = 0. 200, три дополнительных подраздела, которые составляют 3 x 0, 025 = 0, 075. Наконец, градуировка 1 на шкале ближе всего к длинной линии, поэтому 1 x 0, 001= 0, 001 дюйма. 0. 200 + 0, 075+ 0, 001, что составляет 0, 276.
Как прочитать внешний микрометр с градусом 0, 0001 (с использованием дополнительной шкалы Нониуса).
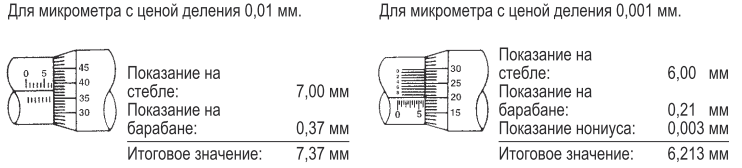
Многие приборы включают в себя шкалу Нониуса в дополнение к обычным шкалам. Это позволяет производить измерения в пределах 0, 001 миллиметра на метрических микрометрах или 0, 0001 дюйма на дюймовых микрометрах. Дополнительная цифра получается путём нахождения линии, которая лучше всего совпадает с линией на барабане. Номер этой совпадающей строки представляет дополнительную цифру.
Горизонтальная шкала отмечена градуировкой каждые 0, 025 (25-тысячных). Каждая 4-я линия, начиная с нуля, нумеруется последовательно. Эти цифры составляют 0. 100 (4 x. 025 = 0. 100), которые считаются 100-тысячными. Границы вертикальной шкалы составляют 0, 001 (1-тысячная). Каждая пятая чёрточка пронумерована. Вертикальные градации шкалы представляют 0, 0001 (десятая часть тысячной доли).Микрометрическое считывание 1. 1551 дюйма. Всего всех пяти цифр: 1, 0000; 0, 1000; 0, 0500; 0, 0050; 0, 0001.
Является 1. 1551 дюйма или может быть прочитан как одна тысяча пятьсот пятьдесят одна десятая тысяча дюймов. Другой пример в дюймах с использованием микрометра размером от 0 до 1 дюйма: 0, 300 + 0, 075 + 0, 006 + 0, 0001 = 0, 3811.
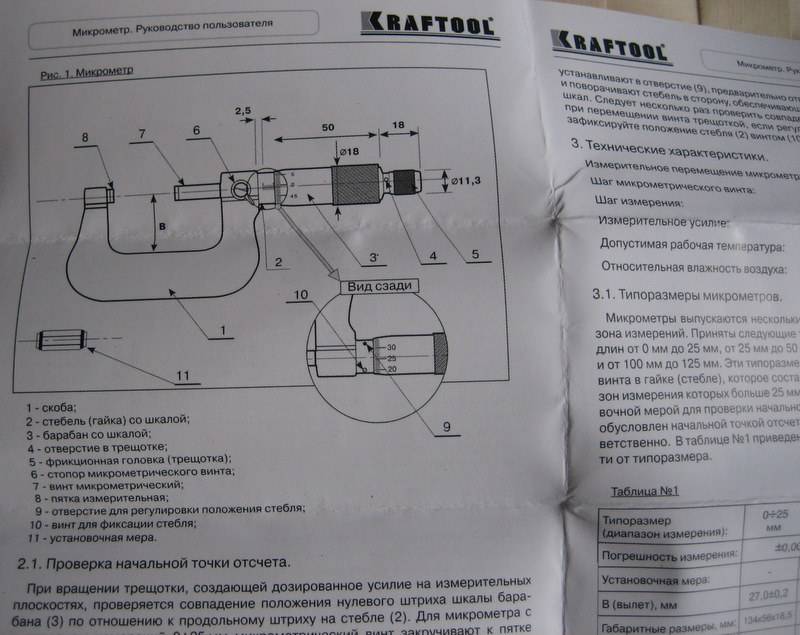
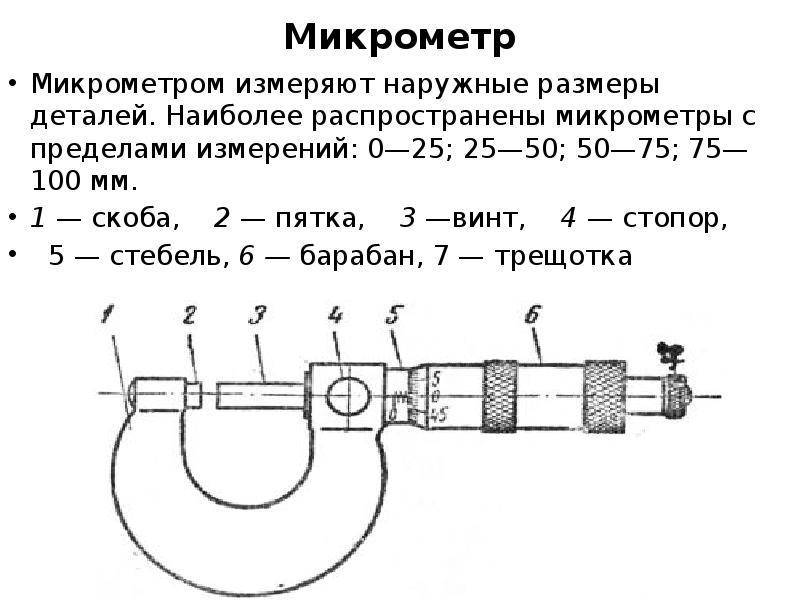
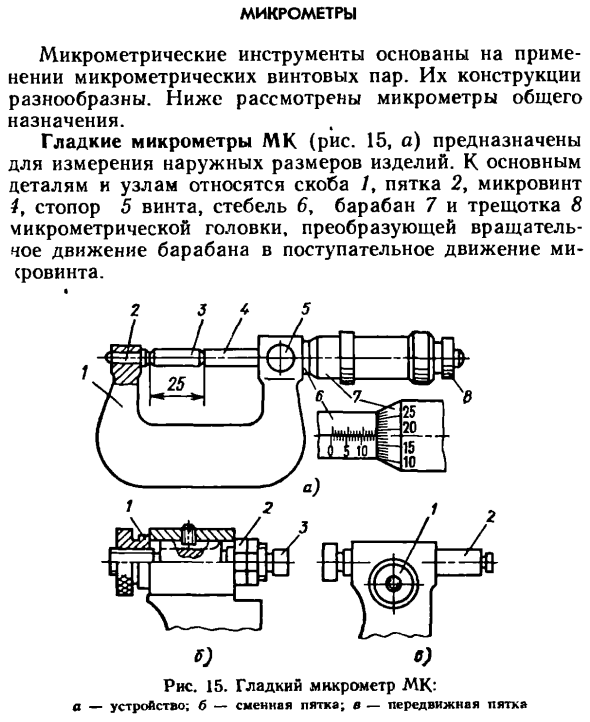
Устройство
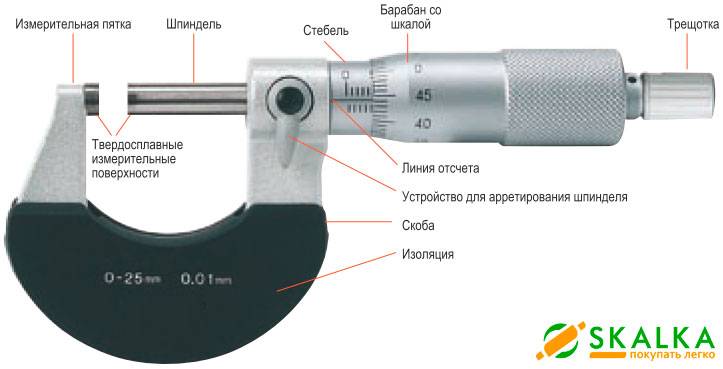
У микрометров, предназначенных для конкретного применения, свои особенности. Так, гладкий микрометр, снимающий размеры в диапазоне 0–25 мм с механическим или цифровым замерителем, состоит из следующих деталей.
- скоба – несущий элемент для неподвижной части;
- упор – зафиксирован на конце скобы и строго перпендикулярен поверхности зажимаемой детали;
- винт – длиннее скобы до десятков раз, крутится на неподвижной винтовой основе и также перпендикулярен зажимаемой детали; он перемещается в пределах измерительной зоны, равной у механических микрометров 2,5–7,5 см;
- стопор – не даёт винту болтаться;
- измерительная основа (стебель) – содержит две шкалы грубого измерения (с точностью до полумиллиметра); она имеет вид пустотелого цилиндра, в котором вращается винтовая пара, удерживаемая при помощи специальных крепёжных деталей;
- барабан – основа для точного измерения, которая вращается вместе с винтом и содержит шкалу точного измерения (до 0,01 мм);
- трещотка – ограничивает усилие, приложенное к измеряемой детали;
- эталонная деталь для поверки – применяют для настройки разрегулированного микрометра; поставляется в комплекте вместе с прибором.
Рейтинг цифрового измерителя 2021
Если потребитель ищет отличный цифровой микрометр с трещоткой, тогда он будет выбирать между Mitutoyo 293 — 340 — 30 и Mahr Federal 40EWR. Хотя оба они построены по самым высоким стандартам, модель Mitutoyo обладает большей степенью точности. Из диапазона измерения около 200 мм микрометр Митутойо является точным до невероятно тонких 3 микрометров. 40EWR с точностью до 7 микрометров для аналогичного диапазона.
Другими словами, если нужна выдающаяся точность, лучше Mitutoyo 293 — 340 — 30 не бывает. Но если не нужны более 7 микрометров точности для измерений, полностью подойдут соотношением цены и производительности MahR Federal’s 40EWR, поэтому этот прибор больше будет частить в запросах.
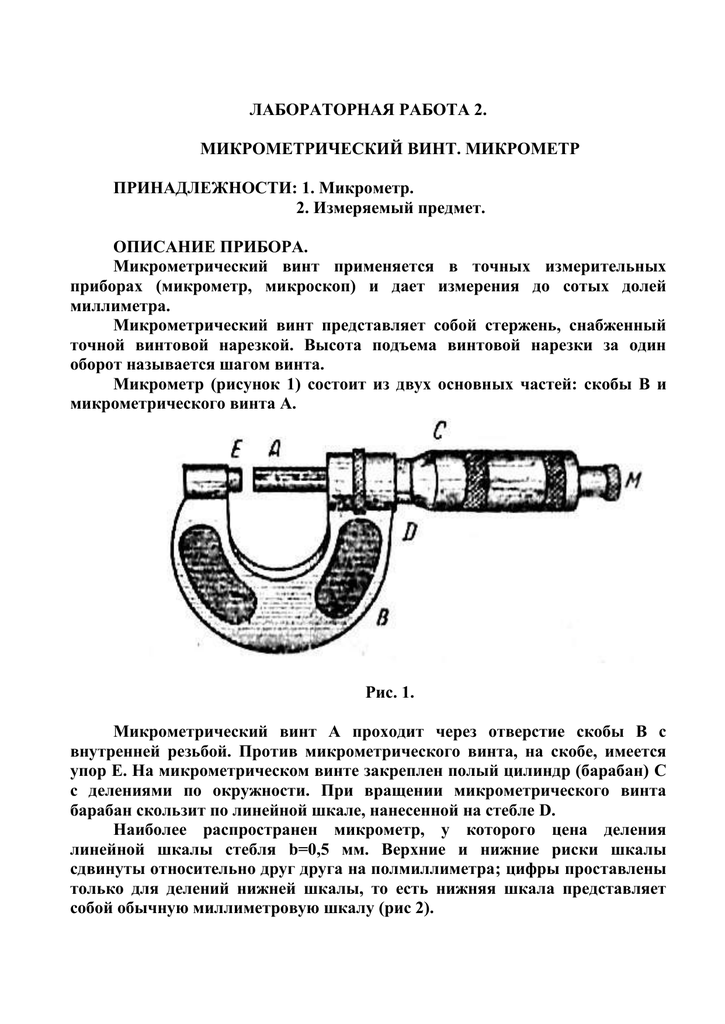
Описание прибора
Необходимость в приборе для особо точных измерений появилась в 15-16 веках с развитием огнестрельного оружия и артиллерии. Необходимость особо точного изготовления стволов аркебуз и пушек требовало специальных устройств. Первые подобные измерительные приборы появились в середине 16 века (их активно использовали для прицельных приспособлений артиллерии, а в 18 веке прицелы и орудия были доведены до совершенства русским инженером, генералом и ученым Шуваловым), а первый микрометр, который выглядел аналогично современным, появился в конце первой половины 19 века. В далеком 1848 году французский инженер Жан Луи Пальмер запатентовал первый микрометр.
 Зубомерный микрометр используется для определения длин общей нормали у колес зубчатых.
Зубомерный микрометр используется для определения длин общей нормали у колес зубчатых.
Микрометр – прибор для измерений с высокой точностью. Используется во всех отраслях производства, на участках, где требуется особая точность измерений. Погрешность микрометра достаточно мала и составляет от 1 до 8 мкм (микрометров). Название прибора произошло от точности его измерения, поскольку 1 микрометр – это одна тысячная миллиметра. Существуют микрометры и с большой долей погрешности, но они используются, в основном, для обучения студентов и школьников в школах с техническим уклоном.
На сегодняшний день есть несколько видов микрометров и несколько способов измерений. Несмотря на свой почтенный возраст и различные виды конструкция прибора остается практически неизменной.
Большинство микрометров состоят из болта и гайки. Микрометр имеет зажим для детали, который имеет пятку (неподвижный упор) и винт микрометрический (подвижный упор), который вращается в специальной втулке. Втулка вращается на специальной ручке (иногда ее называют стеблем), на которой нанесена шкала деления. Практически все приборы имеют специальные накладки на рукояти, чтобы движения рук не влияли на точность измерения. Усилие при вращении рукояти обеспечивает трещетка.
Более точные приборы имеют размеченную шкалу со стрелкой, а самые точные электронные – электронное табло. О типах микрометрах и из достоинствах и недостатках речь пойдет ниже.
Использование микрометра
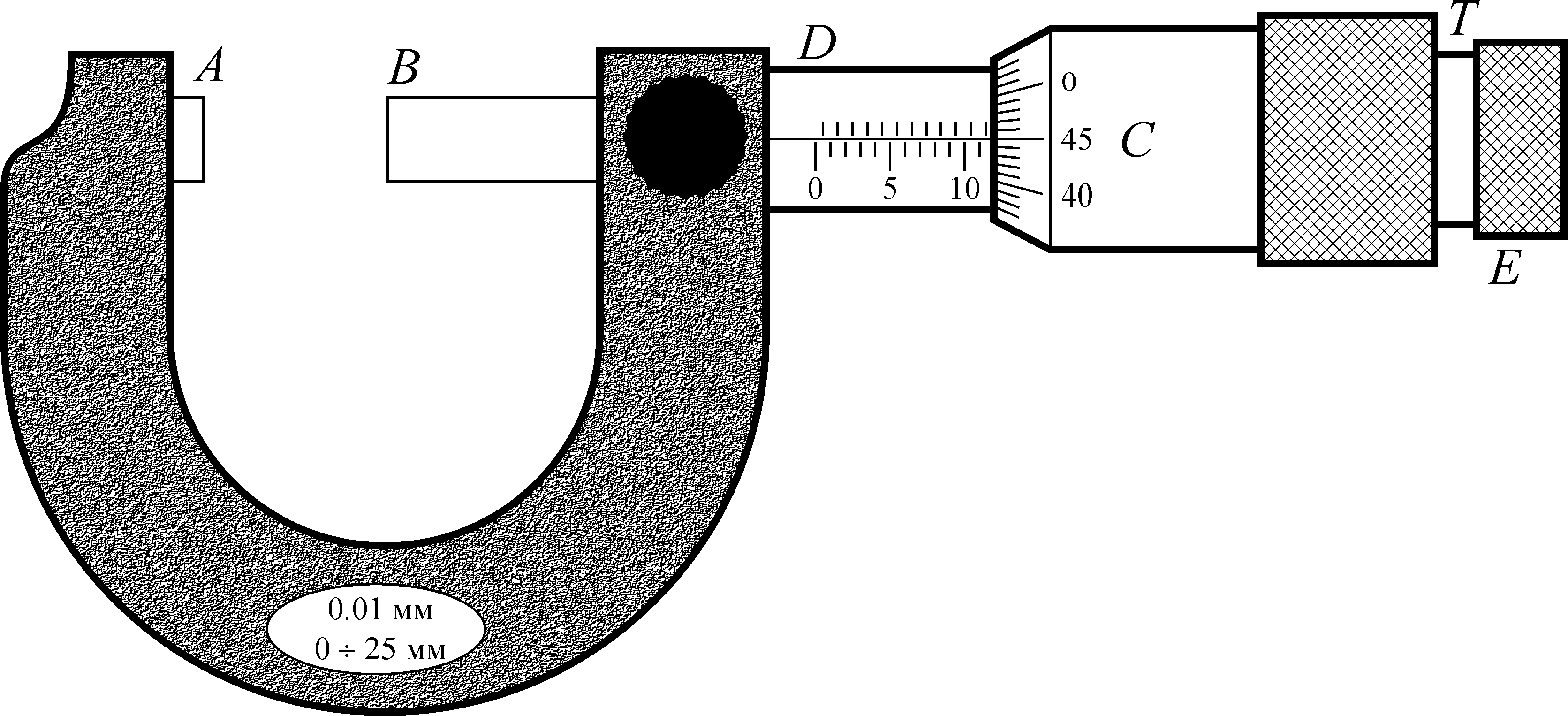
У микрометра 2 шкалы — 1 находится на стебле, а другая на барабане.
Применять инструмент предельно просто, здесь не нужна подробная инструкция, главное, один раз увидеть, как пользоваться микрометром, и все сразу станет предельно ясно. Для того чтобы научиться правильно пользоваться микрометром, рассмотрим процесс измерения сначала теоретически, а затем на конкретных примерах.
В процессе эксплуатации шкала периодически сбивается. Поэтому перед каждым использованием микрометра желательно производить калибровку прибора. Для этого нужно полностью закрутить винт и посмотреть совпадает ли нулевая отметка на барабане с горизонтальной риской на стебле. Если данные метки не совпадают, то следует подкрутить стебель, используя специальный ключ, который входит в комплект.
Перед началом процесса измерения следует выкрутить винт до размеров чуть больше измеряемой детали путем вращения барабана. Затем поместить данную деталь между винтом и неподвижным упором, зажать его при помощи трещотки до характерного звука ее срабатывания и затянуть кольцевую гайку.
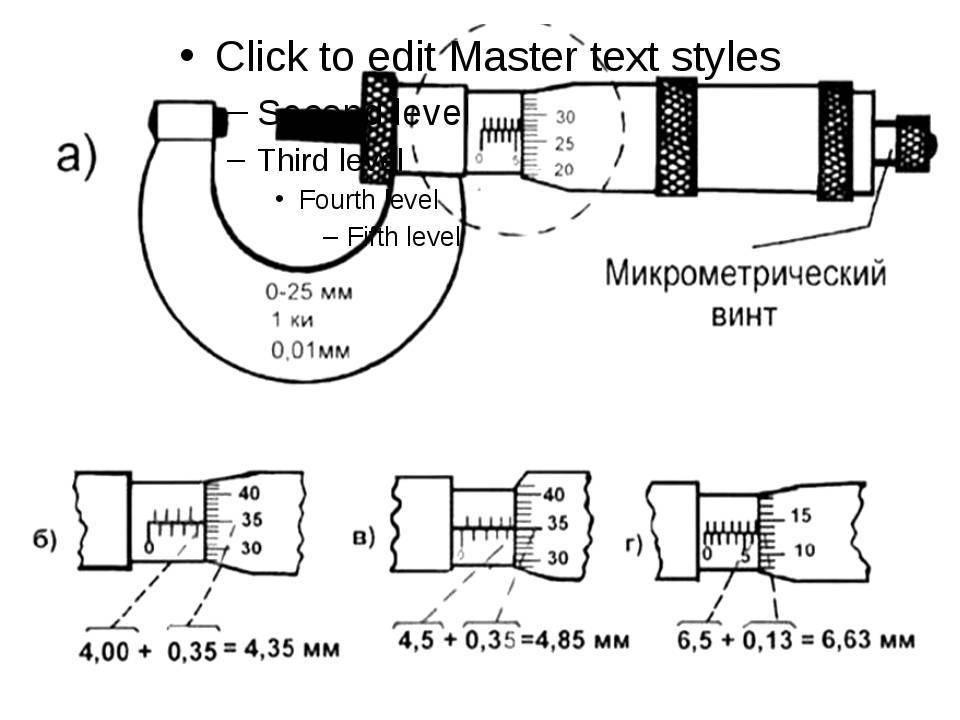
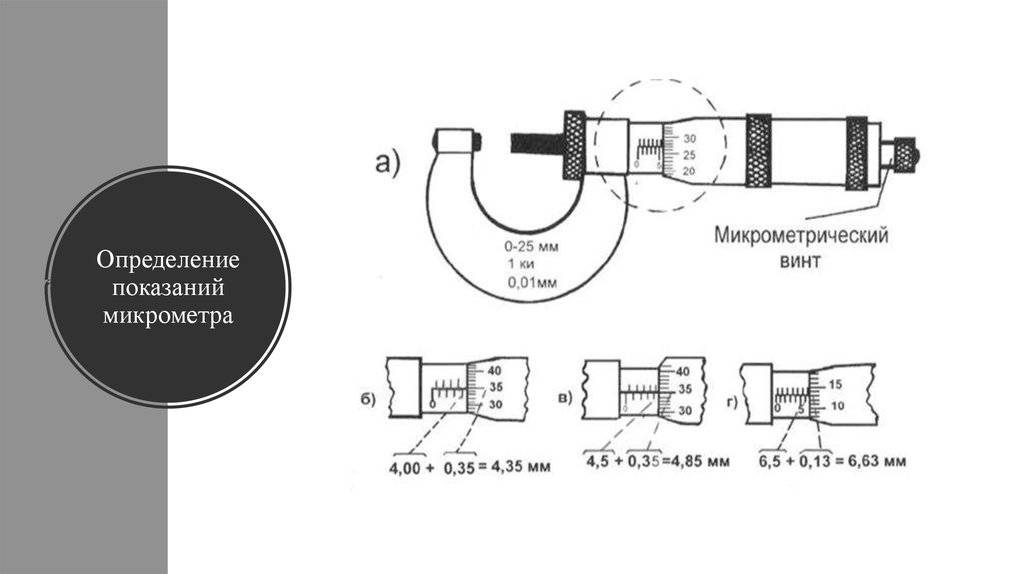
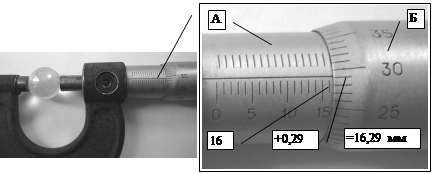
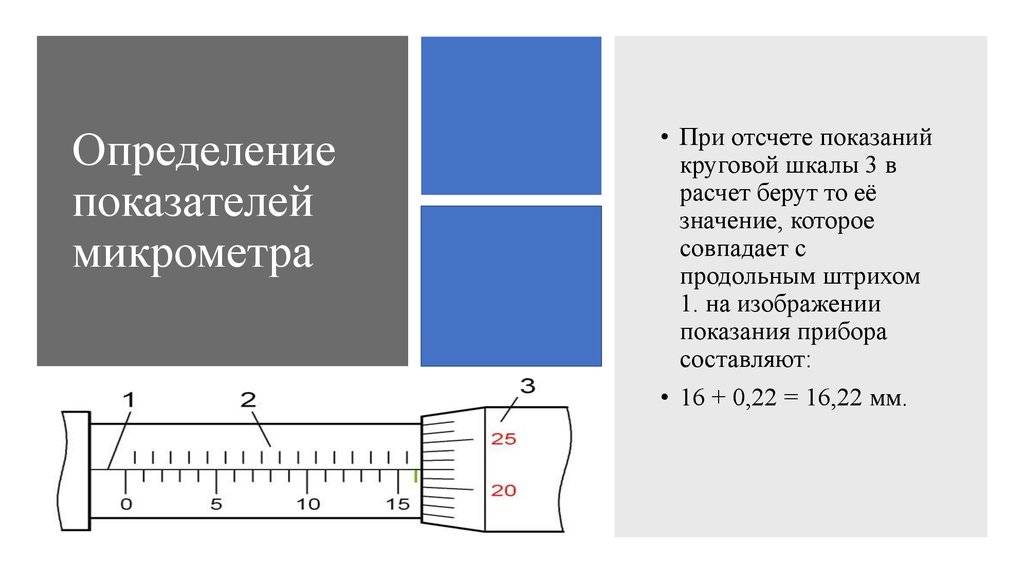
Для определения размера нужно сложить показания 3 шкал (2 шт. на стебле и одна на барабане). По верхней части шкалы стебля определяем количество полных мм. При этом если на нижней половине последняя видимая риска находится правее, то к полученному значению прибавляем еще 0,5 (вот зачем предусмотрено смещение нижней половины шкалы относительно верхней). Далее прибавляем значение со шкалы барабана, цена деления которой составляет 0,01 мм.
Учимся проводить измерения микрометром правильно пошаговая инструкция
Сложности при измерительных манипуляциях возникают не при установке ноля, а при считывании показаний. Как зафиксировать деталь и уточнить ее размеры, разобраться сможет каждый, а вот считать полученные размеры — это дело требует соответствующего подхода. Как происходит процедура измерения при помощи микрометра, выясним подробно:
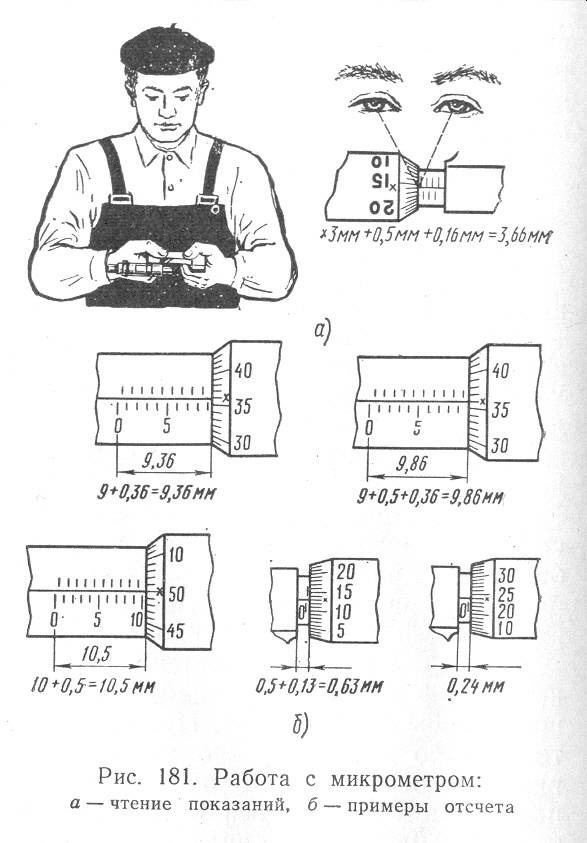
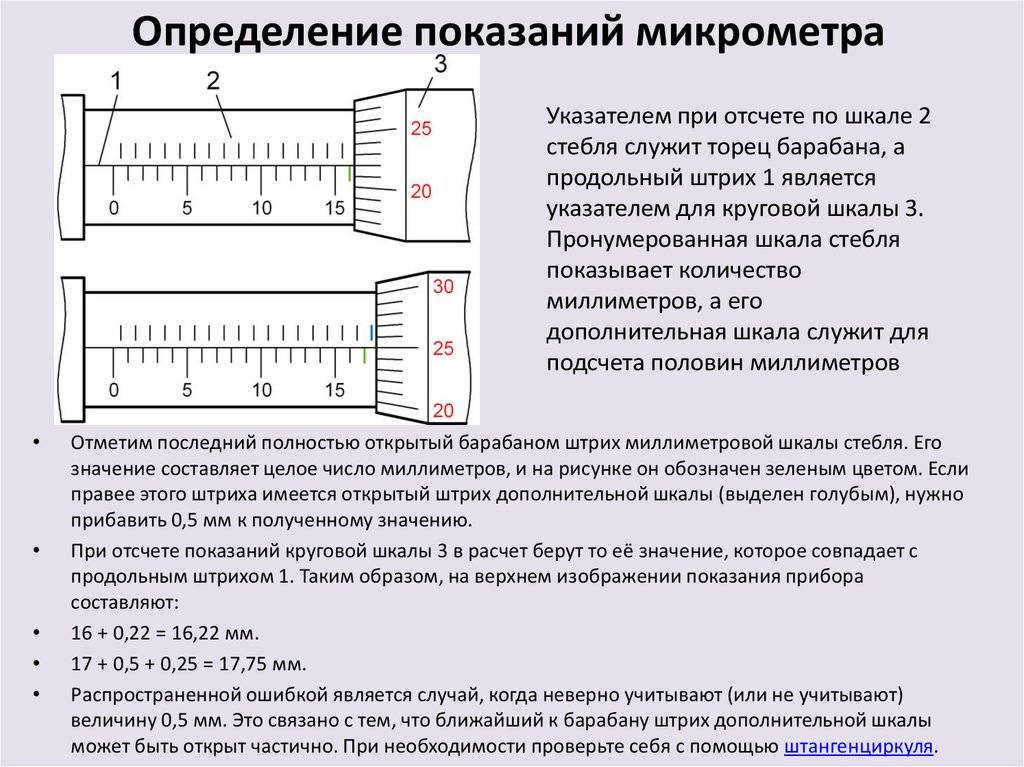



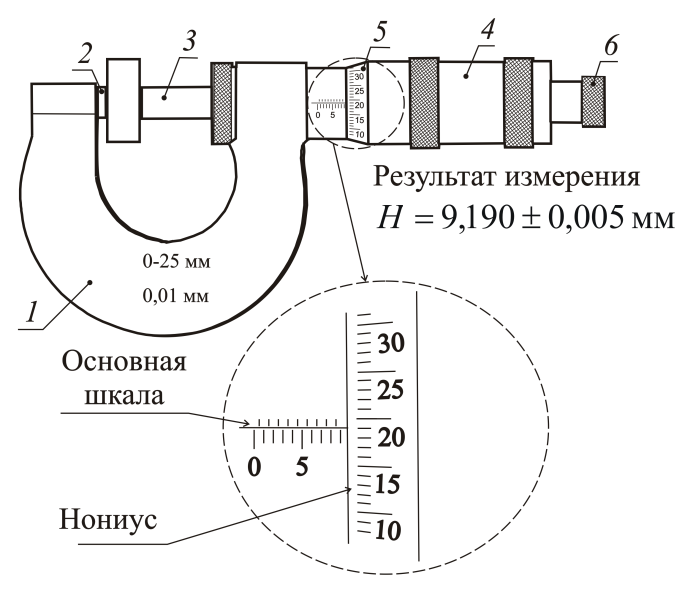
- Для начала надо понимать, что неподвижная шкала, которая имеет вертикальное расположение, является основной. Вторая подвижная шкала является дополнительной, и она нужна для того, чтобы определить сотые доли миллиметров. Зная основу, можно приступать к проведению замеров
- Неподвижная вертикальная шкала разделена прямой (нулевой линией). Значения, которые находятся ниже этой линии, являются основными. Риски сверху линии — это десятые доли миллиметров, которые указываются после запятой.
- Значения на подвижной шкале являются сотыми, и их необходимо сложить с полученными данными, которые находятся выше нулевой отметки
- Теперь приступаем к измерениям. После фиксации измеряемой детали в губках прибора, следует произвести расчет. Сначала выясняется целое число на основной шкале снизу. Для этого ниже приведен пример, по которому будет ориентироваться для уточнения размера
- По первой схеме видно, что для начала уточняем целое число, которое равно значению «9». Это значит, что деталь имеет толщину 9 мм. Далее выясняем значения после запятой, то есть сотые доли
- Смотрим на верхнюю шкалу неподвижного основания. Если после целого числа в нижней части сверху нет риски, значит сразу надо переходить к выявлению показаний на подвижной шкале. На рисунке это значение составляет 0,36 мм. В итоге получается, что значение равно 9,36 мм
- Если же на неподвижной шкале сверху есть риска после целого числа снизу, значит прибавляется к значению 0,5 мм. В итоге получаем значение следующей величины 9,86 мм
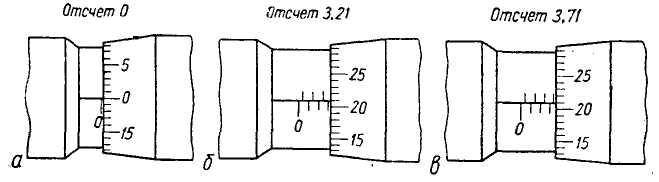
Принцип расчетов простой и незамысловатый. Главное понимать принцип проведения измерительных действий. Если вместо аналогового прибора применяется стрелочный, тогда принцип измерительных манипуляций имеет следующий вид:
- Сначала выявляется целое число по показанию стрелки микрометра
- Затем по нониусной шкале определяются сотые доли миллиметров
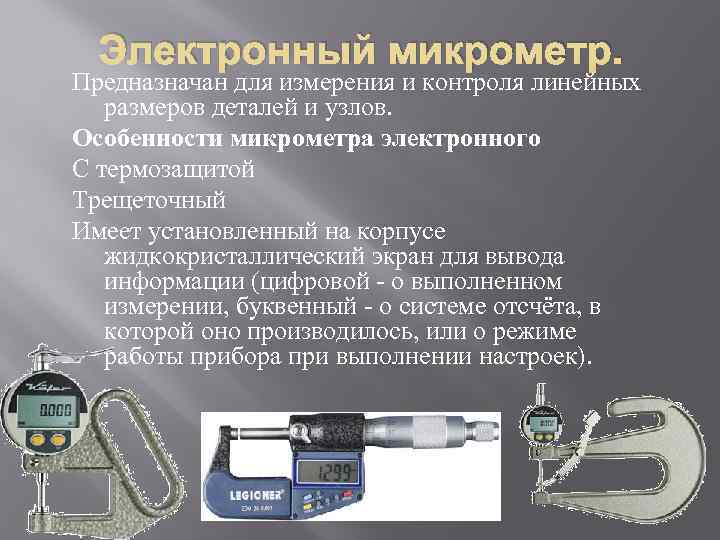
Однако самым простым в применении является цифровой или электронный измеритель. Он результаты показывает автоматически после расположения детали между губками. Цифровой микрометр позволяет вычислить не только сотые, но и тысячные доли миллиметров.
Это интересно!На стрелочных приборах имеется регулятор, при помощи которого стрелка устанавливается на ноль.
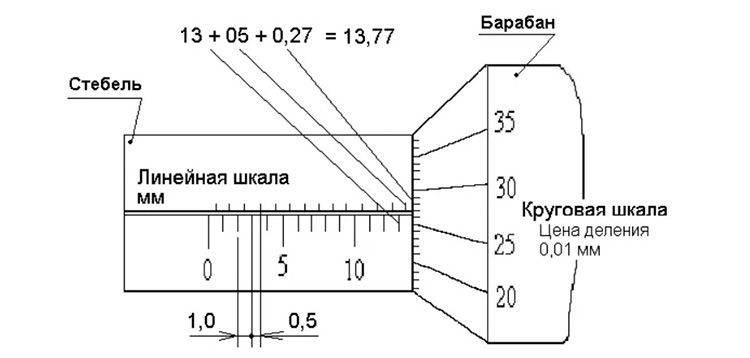
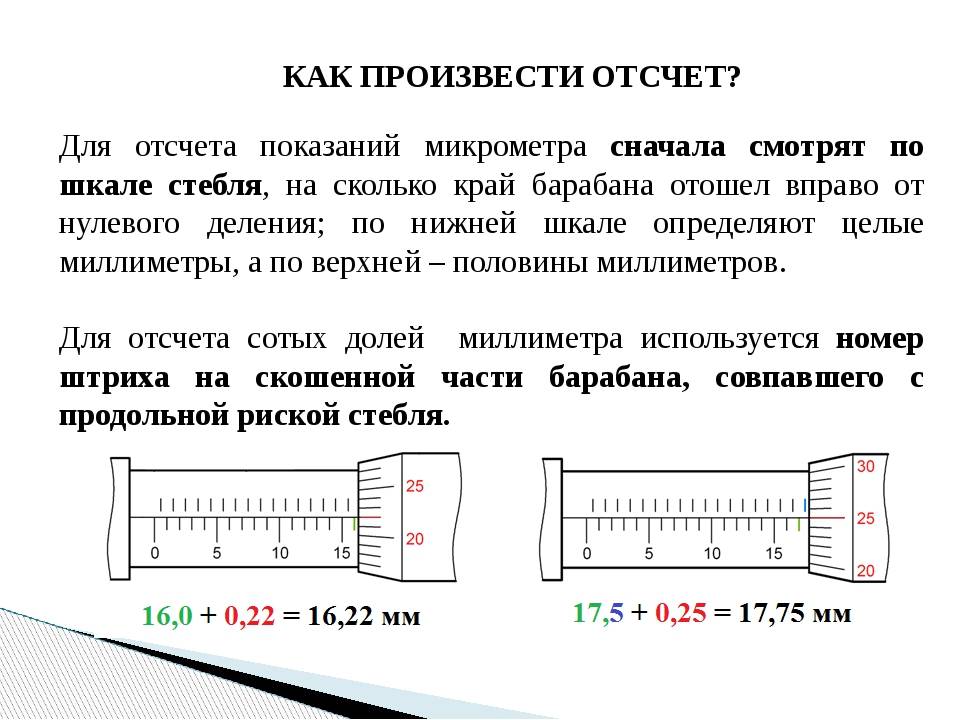
Как читать микрометр, градуированный в 0, 01 мм
Шаг винтовой резьбы на метрическом барабане составляет половину миллиметра (0, 5 мм). Одна поворот барабана продвигает винт в сторону или от пятки ровно 0, 5 мм. Линия считывания на гильзе градуирована над центральной длинной линией в миллиметрах (1, 0 мм) с пронумерованным пятым миллиметром. Каждый миллиметр также разделен наполовину (0, 5 мм) ниже центральной длинной линии. Скошенная грань шкалы разделена на пятьдесят равных частей, каждая из которых составляет 0. 01 мм, а каждая пятая строка пронумерована от 0−50.
Таким образом, количество миллиметровых и полумиллиметровых делений, видимых на шкале, плюс число сотых долей миллиметра, обозначенное градацией, которое совпадает с центральной длинной линией на шкале, дают показания. На рисунке выше барабан расположен так, чтобы можно было выставить край скоса между 5 и 6 градусами на верхней стороне шкалы, таким образом, 5, 0 миллиметров.
Он также проходит мимо следующей градуировки на нижней стороне шкалы, таким образом, дополнительный 0, 5 мм. Наконец, выпуск 28 (. 28) на шкале совпадает с центральной длинной линией. Результат измерения будет 5, 00 + 0, 5 + 0, 28 = 5, 78 мм.
Виды микрометров
По способу индикации приборы подразделяются на следующие виды:
Механические аналоговые, со статической шкалой измерения
Показания снимают, совмещая риски на шкале. Рукоятка с микрометрическим винтом проворачивается до касания предмета, и по комбинации цифр на шкале вычисляется истинный размер.
Измерение микрометром этого типа требует определенных навыков.
Механические аналоговые, рычажные
Принцип действия такой же, как у предыдущей модели – но пользоваться гораздо удобнее. Значение измеряемой величины выводится на стрелочный индикатор. Это полезно в случае, когда производится массовое измерение.
Механические цифровые
Замеры производятся с помощью того же микрометрического винта, но показания выводятся на жидкокристаллический дисплей в реальном времени. Для этого в механизм встраивается точный датчик перемещения.
Лазерные микрометры
Замеры производятся по методу пересечения лазерного луча. С помощью оптики, луч превращается в плоскость. Приемный фотоэлемент анализирует уменьшение ширины луча, и выводит данные на дисплей.
Преимущество прибора – возможность измерить изделия сложной формы и отсутствие механического контакта с измерительными наконечниками.
Недостатки – невозможность измерить внутренний размер. И разумеется, стоимость. Позволить себе такой инструмент может не каждый домашний мастер.
По области применения микрометры подразделяются на следующие виды:
- Гладкий микрометр. Предназначен для измерений плоских и круглых поверхностей. Самый распространенный тип прибора;
- Микрометр – зубомер. Определяет линейные размеры зубьев шестерен и зубчатых колес. Имеет специальные конические насадки. Как правило, в комплект входит эталонная мера длины;
- Трубный микрометр. Предназначен для замера толщины стен в трубах. Применяется на этапе проверки качества производства, а так же износа стенок. Форма насадок позволяет не зависеть от внутренней кривизны измеряемой заготовки. Щуп касается стенки точечно, благодаря своей форме;
- Микрометр листовой. Позволяет точно замерять толщину листовых, пленочных и рулонных изделий. Подающий винт настроен на малый диапазон шкалы, поэтому точность измерения получается очень высокой. Предлагаются в двух конструктивных исполнениях:
- С плоскими насадками, для измерения нешироких заготовок.
- С удлиненной скобой – для производства замеров изделий большой площади, на удалении от кромки.
- Микрометр универсальный. Возможность смены головок позволяют измерять самые разные детали. Однако по причине лишних стыковочных узлов страдает погрешность прибора;
- Проволочный микрометр. Узкоспециализированный прибор, с помощью которого замеряют диаметр проволоки и шариков в подшипниках. За счет этого конструкция более компактная. С его помощью можно производить и другие измерения, но это не так удобно;
- Призматический микрометр. Предназначен для измерения диаметра многолезвийного инструмента. Опора выполнена в виде призмы;
- Микрометр канавочный. Его еще можно назвать глубиномером. Замеряет глубину выемок, канавок, дефектов, по отношении к базовой плоскости. Опорной плитой микрометр устанавливается на поверхность – а при помощи щупа измеряется глубина;
- Резьбомерный микрометр. Шкала может быть как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы;
- Двушкальный (предельный) микрометр. Устанавливает предельные внешние размеры одной заготовки;
- Микрометр для горячего проката. Позволяет контролировать толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо;
- Микрометр – нутромер. Предназначен для измерения внутренних диаметров;
Каждая группа имеет свое обозначение. Например, универсальный – МКУ, канавочный – МКН, и так далее, по первым буквам наименования складывается аббревиатура.
Выставляем ноль на микрометре или как правильно калибровать
Как пользоваться микрометром, знают далеко не многие, и еще меньше людей знает о том, что перед началом работ надо выставить прибор на ноль. Что это значит, когда и как надо это делать, выясним дальше.
На ноль прибор надо выставлять тогда, когда при калибровании выявляется, что прибор показывает неточные данные. Установка на ноль — это и есть калибрование инструмента, и выполняется этот процесс очень легко. Для этого необходимо взять в руки прибор, и проверить совпадение нолевой риски на подвижном барабане с центральной отметкой на стебле. Чтобы выполнить проверку, для этого лапки необходимо свести друг с другом до момента срабатывания трещотки. После этого делаем следующие действия:
- Проверяем совпадение. Если ноль не совпадает с отметкой на неподвижной шкале, тогда приступаем к регулировочным манипуляциям
- Для этого понадобится воспользоваться специальным шестигранным ключом или выполнить работы вручную, что зависит от модификации
- Сначала сводим губки друг с другом
- При помощи переключателя фиксируем их в неподвижном состоянии губку
- Ослабляется крепление трещотки, а затем перемещается барабан до совпадения ноля со шкалой на стебле
- Закрутить трещотку, удерживая в таком положении барабан
На этом выставление ноля на микрометре считается завершенным. Ниже на видео показан принцип калибрования микрометра при помощи шестигранного ключа. Принцип практически идентичный, только ключом надо выкрутить крепление барабана, чтобы иметь возможность его совмещения ноля с осевой линией.
https://youtube.com/watch?v=cxWpAh28jM0%3F
Пошаговая инструкция по использованию микрометра
Процесс измерения сводится к вращению барабана до соприкосновения пятки и плоской измерительной поверхности винта с габаритами предмета.
Чтобы не оставить без внимания ни один нюанс проведения измерений, приведем подробную инструкцию по использованию микрометра.
При пользовании цифровым микрометром трудности в снятии показаний обычно не возникают. Поэтому при описании процесса будем рассматривать прибор классической конструкции.

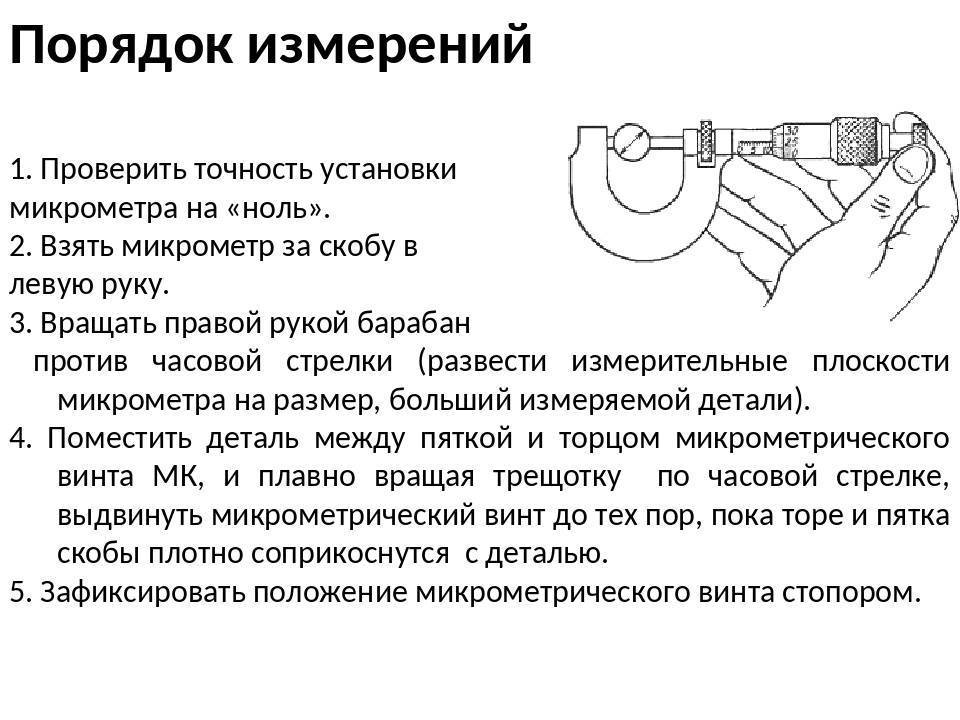
Этап первый. Проверка показаний
Желательно осуществлять не только при покупке нового прибора, но и каждый раз перед проведением измерений.
Для проверки показаний микрометра с диапазоном измерений от 0 до 25 мм нужно вращать барабан до смыкания измерительных плоскостей при отсутствии детали. Чтобы проверить показания микрометров с большим диапазоном, нужно использовать концевую меру, входящую в комплект прибора.
Барабан должен полностью закрыть шкалу, нанесенную на стебле. Говоря более точно, торец барабана должен остановиться четко на нулевой отметке стебля. А нулевая отметка шкалы барабана должна остановиться напротив продольного штриха.
Если неточность показаний обнаружена в магазине, от покупки стоит отказаться. Если показания сбились в процессе эксплуатации, можно пойти одним из двух путей решения проблемы:
- Если микрометр предназначен для домашнего использования, можно провести регулировку самостоятельно.
- Если микрометр производственный и его показания считаются официальными при изготовлении, контроле и сдаче деталей, регулировку следует поручить специально уполномоченным лицам или организациям.
Самостоятельная регулировка проводится по следующему алгоритму:
- Микрометрический винт фиксируется стопорным устройством при соединенных измерительных плоскостях или при зажатой между ними концевой мере.
- Барабан разъединяется с микрометрическим винтом. Для этого следует воспользоваться специальным ключом, входящим в комплект прибора. В некоторых моделях достаточно просто отвернуть трещотку вращением против часовой стрелки.
- Нулевой штрих на барабане совмещается с продольным штрихом на стебле.
- Проводится сборка прибора в обратном порядке.
- Осуществляется новая проверка показаний.
- В случае необходимости регулировка повторяется.
https://youtube.com/watch?v=refwC-OgWIo
Этап второй. Фиксация детали измерительными поверхностями
Для получения точного результата измерений и предотвращения поломки микрометра вследствие неправильного обращения следует придерживаться простых рекомендаций:
- Удерживая деталь вплотную к пятке, вращением барабана подвести измерительную плоскость микрометрического винта близко к габариту детали. Не следует прилагать усилий.
- Дальнейшее вращение можно осуществлять только через трещотку. Серия щелчков трещотки подскажет, что измерительные поверхности соприкоснулись с деталью, а показания прибора соответствуют измеряемому габариту.
Этап третий. Снятие показаний
Показания начинают снимать с крупного разряда, а заканчивают — мелким.
Цены делений у разных микрометров могут отличаться, поэтому перед снятием показаний нужно ознакомиться с прибором. Для полной уверенности в правильности проведения измерений желательно прочитать паспорт.
В качестве примера возьмем наиболее широко распространенный гладкий микрометр МК25 с ценой деления 0,01 мм:
Снимаем показания шкалы стебля. Цена деления — 0,5 мм
Важно помнить: если деление не видно, искомый размер определяется предыдущим открытым делением.
Снимаем показания шкалы барабана. В рассматриваемом приборе цена деления барабана — 0,01 мм. Цифры на барабане показывают сотые доли миллиметра.
Суммируем показания шкал стебля и барабана.
Цифры на барабане показывают сотые доли миллиметра.
Суммируем показания шкал стебля и барабана.
Мы довольно подробно рассмотрели, как пользоваться микрометром. Видеоурок по его использованию поможет более наглядно раскрыть тонкости проведения измерений.
Виды микрометров
Поскольку измерения с высокой степенью точности, которую не обеспечивает штангенциркуль, необходимы для деталей разной формы и размеров, ассортимент микрометров тоже довольно велик.
В первую очередь изделия различают по степени точности измерений, что напрямую связано с их конструкцией:
- самым простым и надежным считается так называемый аналоговый или механический микрометр. Стандартная точность измерений – до сотых долей миллиметра;
- если в приборе к двум шкалам – на стебле и барабане – добавляется еще одна, стрелочная, такое устройство называют стрелочным или рычажным микрометром. Он считается более точным, чем обычный, и дает возможность вести измерения с допуском до тысячных долей миллиметра;
- цифровые (точнее, с цифровым экраном) приборы уже описаны выше. Он совмещает в себе конструктив винтового и рычажного устройства, дает точность измерений до 0,001 мм;
- наиболее точными и совершенными в современной промышленности считаются лазерные микрометры. Однако принцип их работы совсем другой – величина размера определяется по отклонению лазерного луча. Благодаря этому возможно измерение с точностью до 0,0001 мм.
По конструктиву приборов и возможности совершения ими разных замеров классификация идет иначе:
- гладкий (обычный винтовой, он же аналоговый и механический) микрометр позволяет измерять внешний размер детали – ширину, длину, толщину, диаметр;
- для замера толщины стенки детали применяется немного другая конструкция, ее называют трубной. Особенность – выступ на пятке, обращенный к шпинделю;
- для определения размера зуба шестерни и расстояний между ними используется зубомерная разновидность. Ее особенность – насадки конической формы на пятку и шпиндель, обеспечивающие плотное прилегание измерителя к поверхности зуба;
- листовые микрометры предназначены для замера толщины листов, поэтому скоба у них уменьшена по сравнению с другими моделями, зато имеется дополнительная круговая шкала для большей точности измерений;
- так называемые проволочные микрометры, как понятно из названия, предназначены для определения сечения проволоки и иных деталей очень малого размера. Соответственно скобы у этих устройств нет вовсе, но обеспечена повышенная точность замеров;
- очень специфическое назначение у прибора с призматической формой насадок на скобе. Он позволяет очень точно определять правильность формы и размеров многолезвийного инструмента;
- канавочный микрометр (или микрометр-глубиномер) рассчитан на определение глубины отверстия (канавки, паза, углубления) в детали. Принцип его работы схож со штангенциркулем или обычным глубиномером, но точность заметно выше, чем у этих приборов. В комплекте поставки обычно имеются дополнительные щупы различной длины для расширения диапазона измерений;
- резьбовой микрометр служит для точного определения диаметра метрической резьбы и имеет характерные заостренные концы пятки и шпинделя. Это позволяет концам устройства касаться впадин резьбы. Снабжается дополнительными наконечниками для разного шага измеряемой резьбы;
- очень необычен двойной прибор (для регулировки клапанов) – он рассчитан на отслеживание постепенных изменений диаметра (сечения) детали в процессе изготовления. Например, удобно замерять им диаметр поршней до или после снятия части материала;
- измерить внутренний диаметр тонкой трубы (отверстия) позволяет нутромер-микрометр. Для определения диаметра из его основной части выдвигаются небольшие детали до касания к стенкам детали.
Солидную часть функций разных видов микрометров совмещает в себе универсальное устройство с набором насадок на шпиндель и пятку.
Основной его минус – возможность измерения только внешних размеров.
Обслуживание и эксплуатация
Существуют следующие правила эксплуатации метрических нутромеров:
- Нельзя вывертывать винты установочной меры. Иначе могут измениться размеры меры.
- Нутромер требуется держать на участках, обеспечивающих его минимальный прогиб. Дистанция между штихмасом и измерительными поверхностями должно составлять 1/5 от измеряемой длины.
- Нельзя вынимать измерительные стержни из корпусов.
- Для сохранения чистоты инструмента необходимо его периодически обрабатывать спиртовыми растворами или растительным маслом.
- Требуется избегать перетяжки удлинителей и головки.
При длительной эксплуатации штихмаса происходит загустение смазки. На поверхности микрометрического нутромера скапливается большое количество пыли.


Для смены смазки требуется полностью разобрать инструмент. Разборка штихмаса осуществляется посредством откручивания удлинительного стержня. Необходимо смазать микровинт, торцы и иные измерительные поверхности устройства. Рекомендуется использовать смазочные жидкости, улучшающими противокоррозионные свойства металлов.
Хранить инструмент нужно в специальном футляре, изготовленном из искусственной кожи, древесины или металлических материалов. Футляры должны иметь выемки, отверстия или гнезда для размещения отдельных частей измерительного прибора. Прибор нужно хранить в сухом помещении с температурой не более 25 °C. Нельзя хранить нутромер в помещениях, где в воздухе содержится большое количество примесей и агрессивных газов.
Транспортировать измерительные приборы нужно в крытых ящиках или контейнеров. Транспортировка осуществляется в соответствии с правилами перевозки грузов для различных транспортных средств
При транспортировании микрометрических нутромеров важно, чтобы в упаковке влажность составляла не более 98 %, температура воздуха – не более 35 °С