Классификация
Существует несколько типов станков для гибки профильных деталей. Они различаются типом конструкции, уровнем сложности, мощностью и прочими возможностями. Рассмотрим их внимательнее.
Электрические
Особенностью электрических станков является подача прижимного ролика с помощью электропривода.
Подобные конструкции встречаются в крупных мастерских, так как они преимущественно имеют стационарную конструкцию, предназначенную для работы с массивными деталями.
Однако существуют и компактные варианты, приспособленные для гибки профиля малого сечения.
Такие станки успешно используются в небольших мастерских или в домашних условиях. Степень точности электрических профилегибов напрямую связана с их размером и типом контроля радиуса. Электромеханические конструкции регулируются оператором практически в ручном режиме, но более сложные образцы проходят цифровой контроль величины воздействия и отображают параметры на дисплее. Чем выше уровень, тем больше масса станка и его стоимость.
Гидравлические
Эти станки используются для гибки массивных профилированных элементов в промышленных масштабах.
Размеры и вес подобного оборудования требуют мощное бетонное основание, что допускает использование только в условиях производства.
Одним из распространенных видов продукции таких станков являются элементы систем канализации или водоснабжения.
Гидравлические станки нуждаются в подключении к сети электропитания, обслуживаются только подготовленными специалистами, имеющими соответствующий допуск. Работа с таким оборудованием исключает необходимость участия физической силы, дает качественный и точный изгиб. Эксплуатация гидравлических профилегибов отличается простотой, способностью выдавать значительную производительность, высокой скоростью получения результата.
Ручные
Ручные, или механические, профилегибы считаются доступными и простыми устройствами. Они компактны, относительно легки, допускают перемещение в пределах мастерской без участия вспомогательных механизмов. Ручные конструкции отличаются ограниченным функционалом, поскольку их работа требует участия физической силы пользователя. Кроме того, они имеют ряд недостатков:
- работа только с тонкими видами профиля;
- длительность процесса по сравнению с другими типами конструкции станков значительно увеличивается;
- слабо контролируемый радиус прогиба детали;
- сложность или невозможность выполнения нескольких изгибов заданной величины на одной детали.
Несмотря на эти недостатки, ручные конструкции являются распространенными и популярными среди домашних мастеров, поскольку обладают необходимыми свойствами для самостоятельного изготовления:
- компактные размеры;
- простота конструкции;
- доступность деталей и комплектующих;
- надежность, ремонтопригодность.
Люди, часто пользующиеся ручными профилегибами, достигают немалых успехов и выдают результаты заданной точности.
Что представляет собой профессиональное оборудование
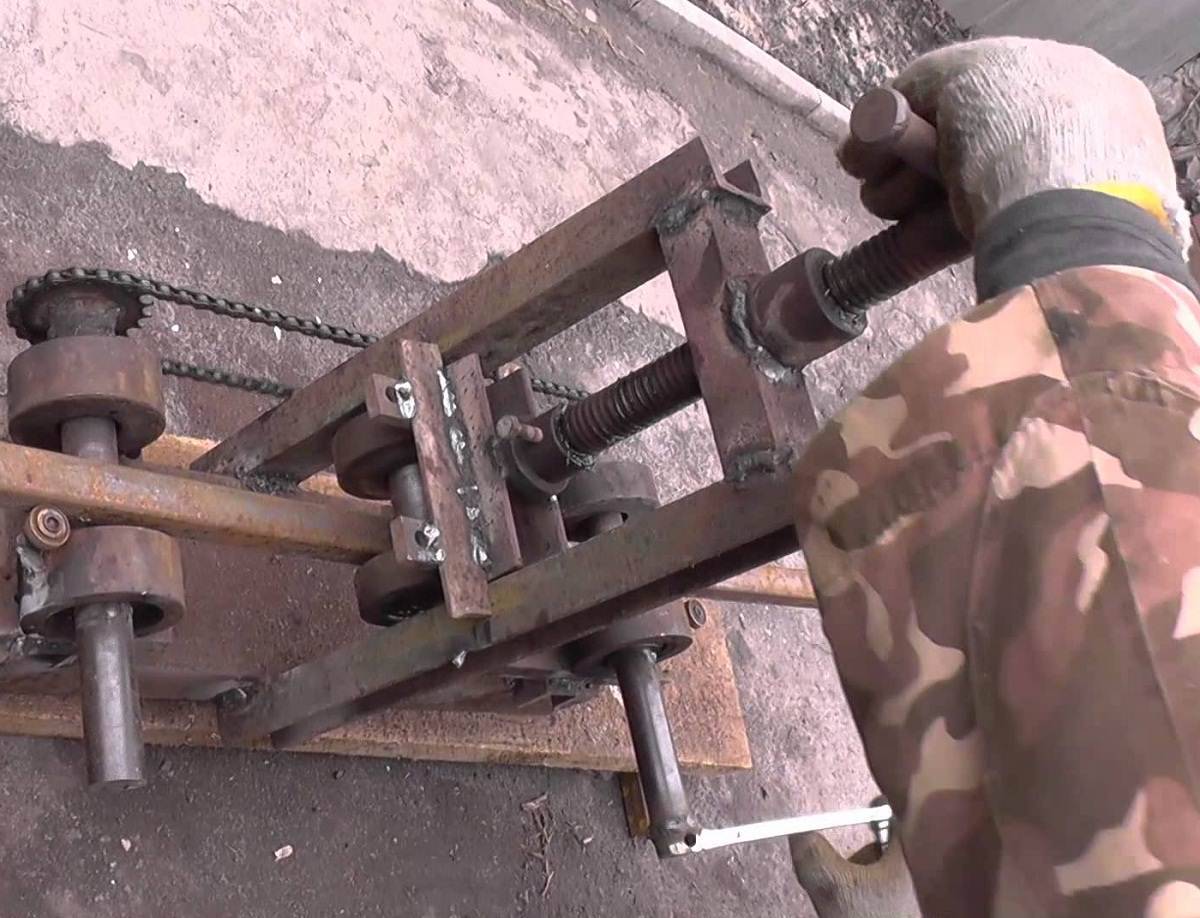
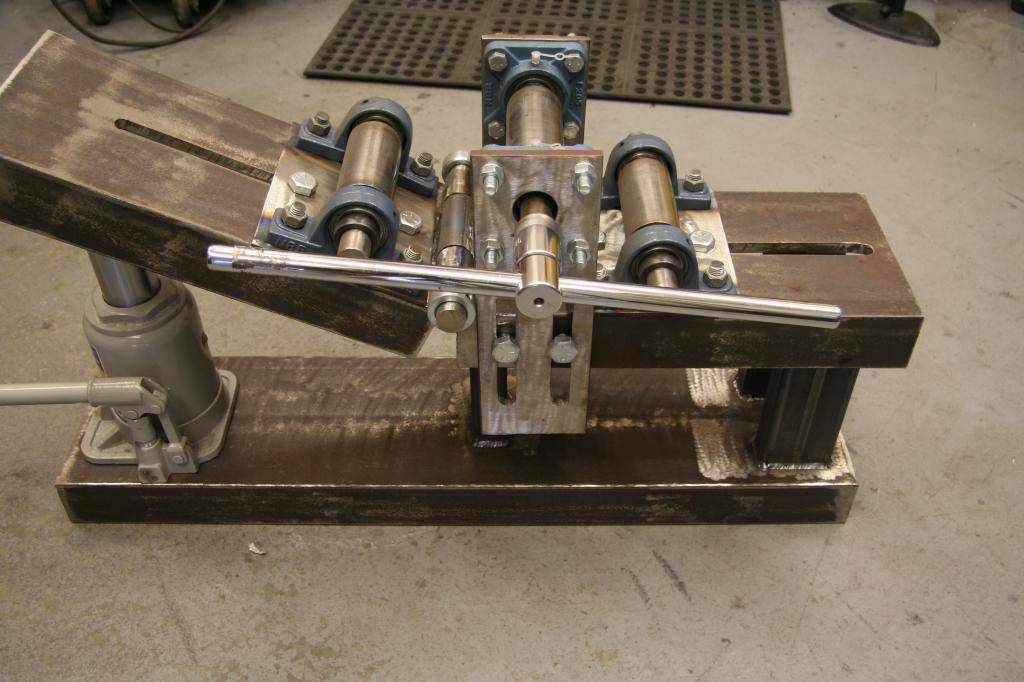
 Для изготовления арочных заготовок из более мощного профиля и гибки проката на любые углы, требуется устроить профилегиб прокатного варианта. Он носит название трехроликового. Такой станок показан на фото.
Для изготовления арочных заготовок из более мощного профиля и гибки проката на любые углы, требуется устроить профилегиб прокатного варианта. Он носит название трехроликового. Такой станок показан на фото.
У этой конструкции присутствует на корпусе один центральный изгибающий валец, помимо него есть два опорных ролика. Иногда для этого не нужен корпус, так как крепление вальцов может быть организовано на сконструированной опорной поверхности любого типа или гибка может вестись в горизонтальной плоскости. Стационарно закрепленные опорные ролики не двигаются, перемещается только прижимной валец, на котором есть ручка для вращения во время работы и постепенного поджимания профиля.
Расстояние между шкивами выбирается расчетом приложенного усилия. Если расстояние увеличить, то уменьшится усилие для выгибания проката. При этом увеличится значение минимального радиуса. По технологии при выгибании профиля на концах заготовки остаются «мертвые» куски необработанного профиля. Их длина увеличится при отдалении роликов один от другого.
Материалом для изготовления профилегиба служит в основном металл, но есть и другие варианты. Например, если постоянно приходится иметь дело с мягкими цветными металлами, то самодельные ролики можно сделать даже из дерева, но идеально подходит прочная пластмасса. Но станки со съемными роликами под различное сечение профиля в обязательном порядке делаются из металла, такой вариант будет долго служить и пригодится в разных случаях.
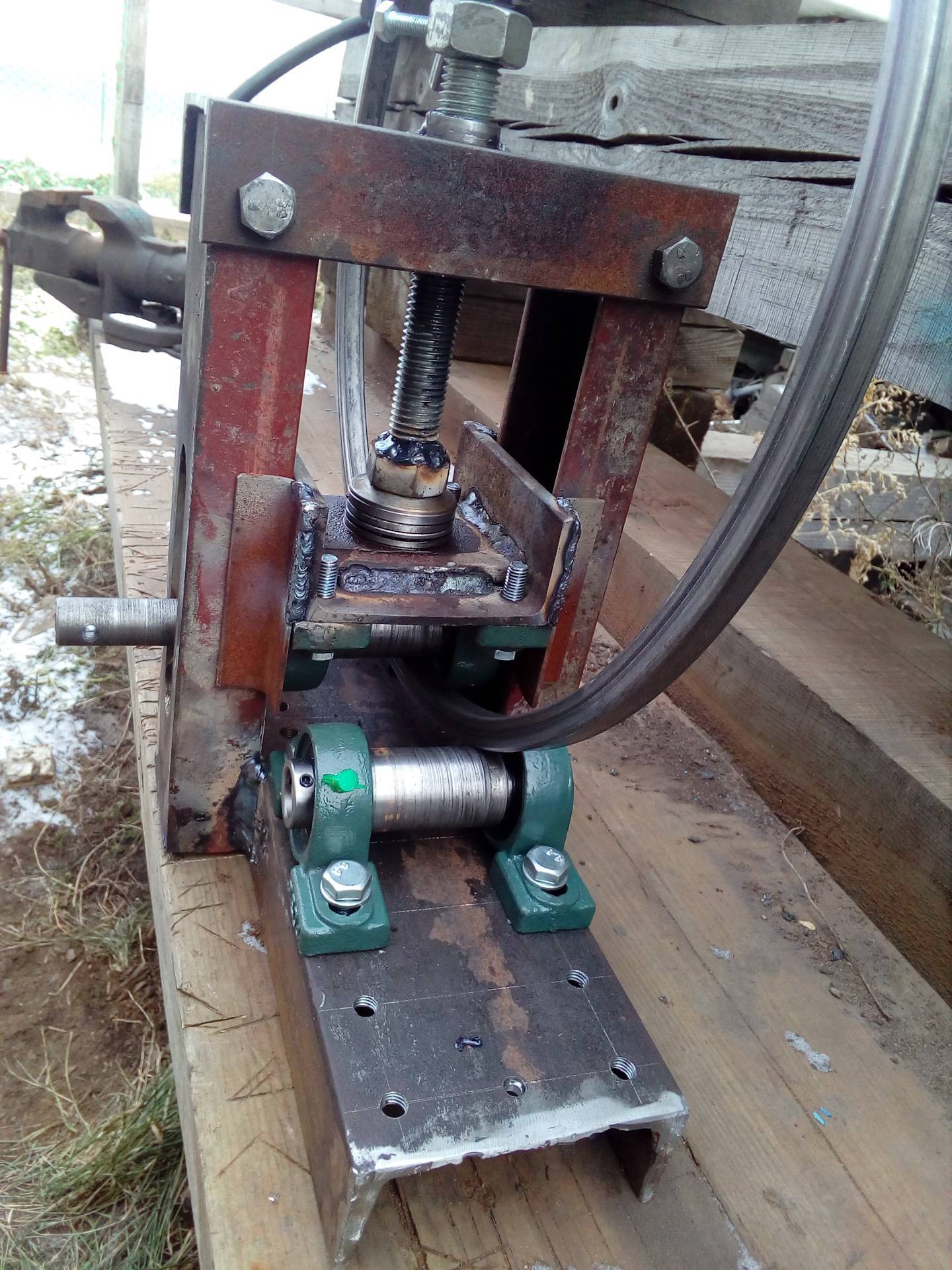
Ручной самодельный станок
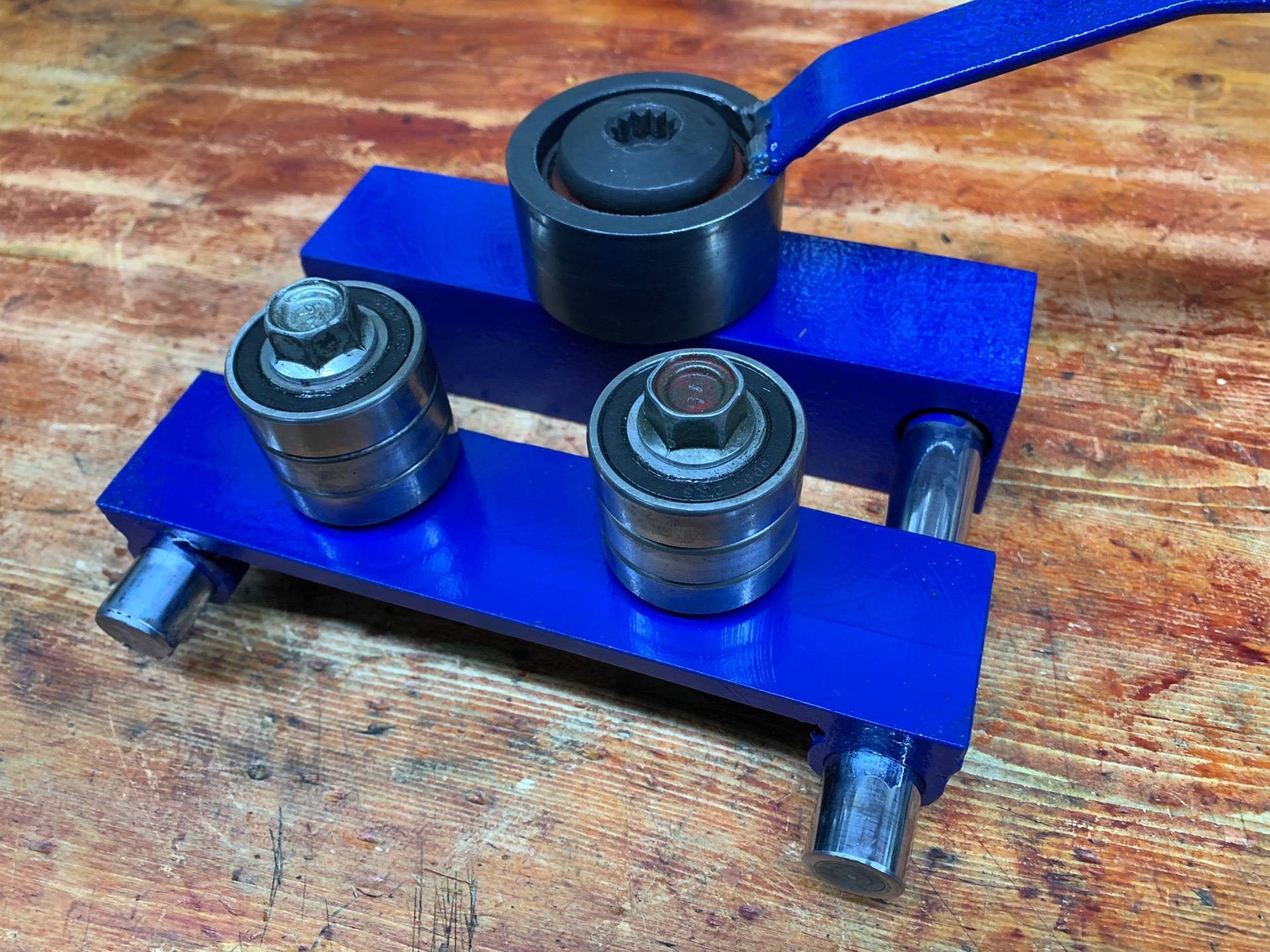
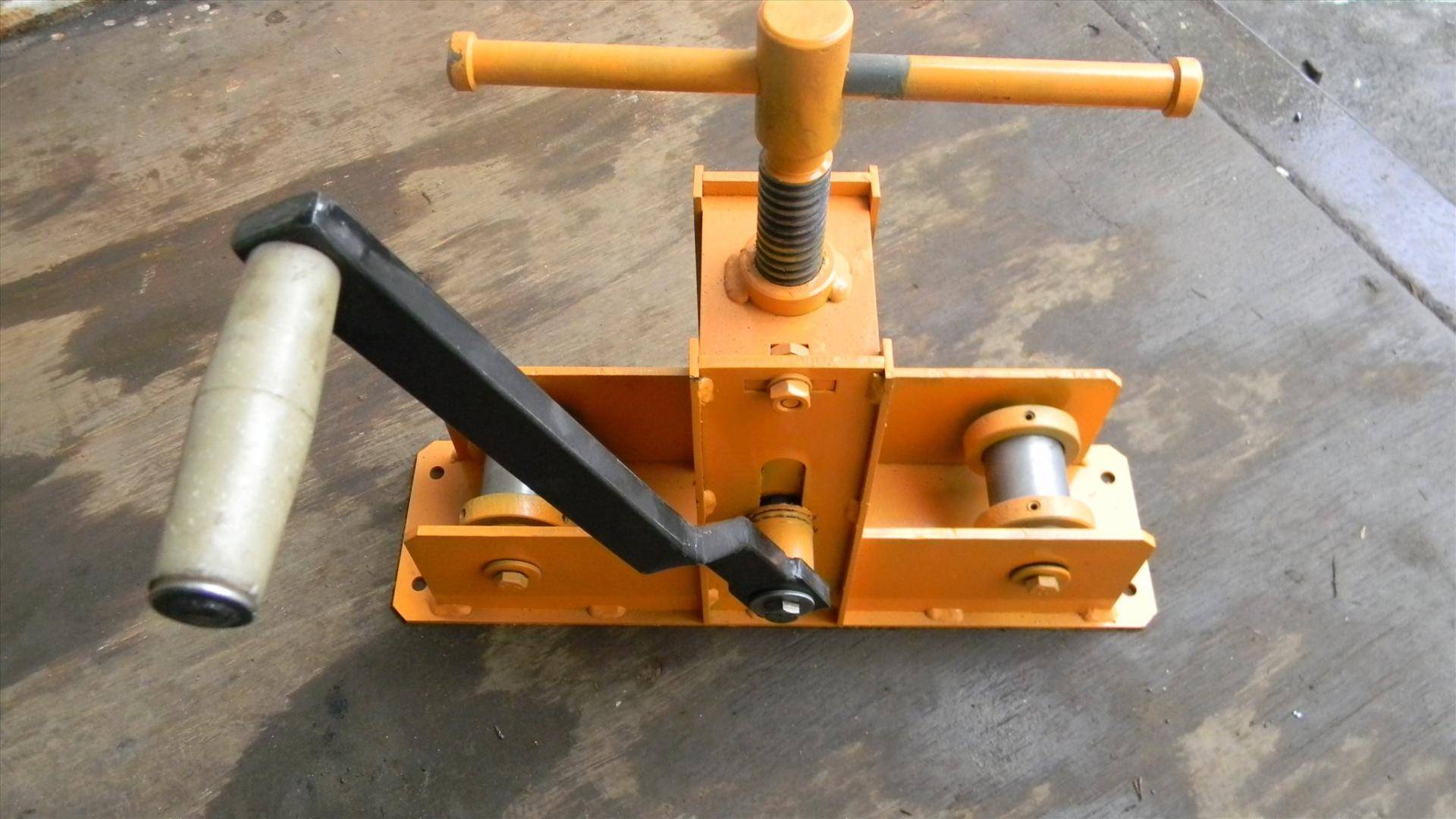
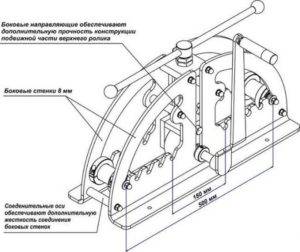 Устройство заводского профилегиба
Устройство заводского профилегиба
Для создания ручного профилегиба своими руками, необходимо определиться с размерами деталей, подлежащих обработке.
Для выполнения простейших работ используют обычную систему упоров, в которые вставляют конец профиля и, понемногу перемещая деталь, сгибают ее в нужных размерах.
Простейший вариант самодельной конструкции — бетонное основание с залитыми в него металлическими опорами.
Такие конструкции используются для работ с профилем до 20 мм. Если предстоит обработка деталей сечением более 25 мм, понадобится создание более сложной конструкции.
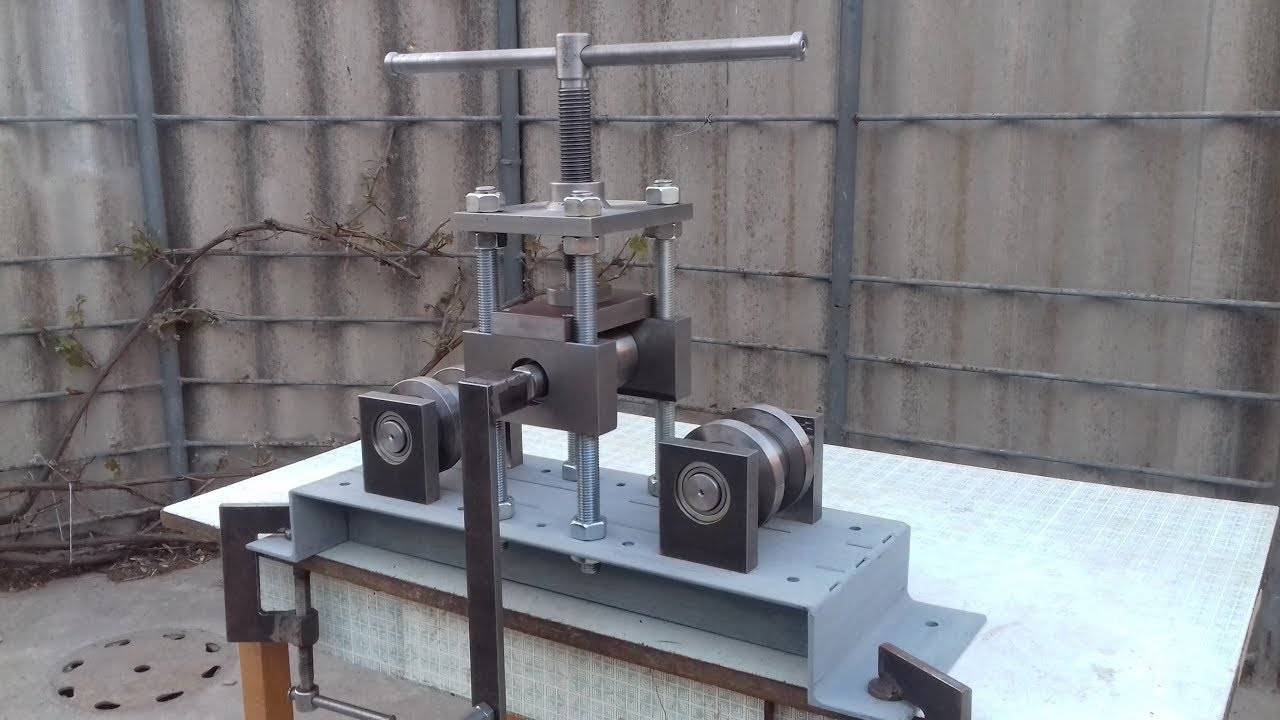
Потребуется прочное основание, на котором закреплены два опорных ролика. Они снабжены бортиками, высота которых соответствует размерам обрабатываемого профиля. Между ними устанавливается натяжное устройство с верхним прижимным роликом. Он изменяет свое положение при помощи натяжного устройства, регулируя при этом радиус изгиба детали. Прокат детали выполняется вручную, для чего на одном из опорных роликов устанавливается рычажный механизм вращения.
Необходимые инструменты и материалы
Для сборки самодельного профилегибочного станка потребуются:
- отрезок швеллера или двутавра большого размера (от 150 мм) длиной около 1 м;
- отрезки уголка или швеллера для сборки станины;
- ролики соответствующего размера, установленные на оси диаметром не менее 20 мм;
- звездочки и цепь для привода вращения;
- натяжной механизм — винтовой или на базе гидравлического домкрата;
- болты, гайки, шайбы;
- сварочный инвертор, электроды;
- сверлильный станок;
- болгарка, ножовка по металлу;
- измерительные инструменты — линейка, рулетка, угольник;
- обычный набор слесарного инструмента — молоток, напильник, зубило и т.д.
В зависимости от возможностей и навыков мастера могут пригодится и дополнительные инструменты или материалы, позволяющие улучшить конструкцию станка и повысить его прочность. Некоторые элементы в домашних условиях изготовить сложно, поэтому их обычно заказывают у токаря. Это относится к роликам, осям и ступицам. Если имеется возможность, следует заказать изготовление натяжного устройства, хотя бы винта и гайки с прямоугольной резьбой.
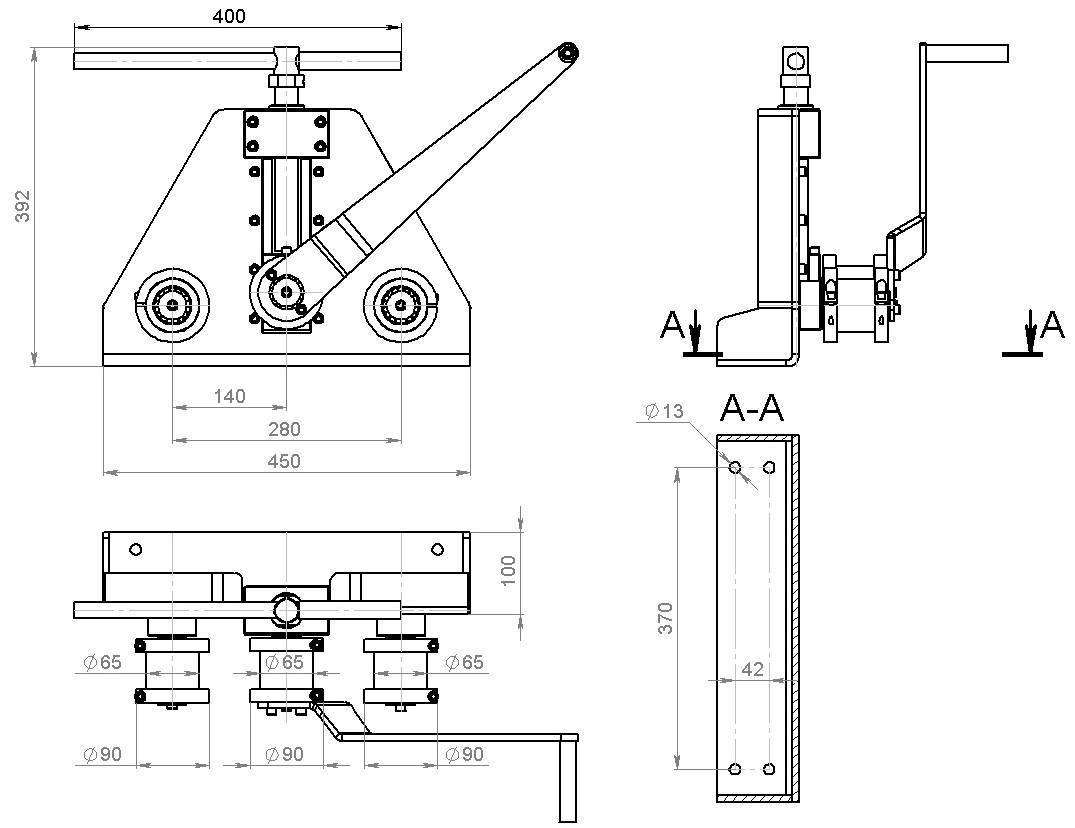
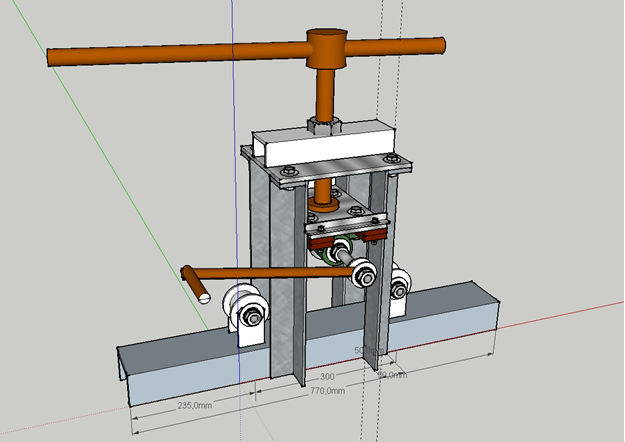
Чертежи с размерами
Размер будущего станка определяется величиной обрабатываемых деталей. Учитывая, что ручные инструменты не способны работать с профилем большого сечения, принято ограничиваться максимальным расстоянием между осями опорных роликов 500 мм (иногда меньше). Для более детального определения размеров установки используются сборочные чертежи.
Некоторые варианты:
Перед началом сборки следует определиться с конструкцией и создать собственный чертеж. Это позволит окончательно определиться с размерами деталей, уточнить некоторые рабочие моменты и исправить возможные ошибки.








Пошаговая инструкция
Порядок действий:
- изготовление станины. На опорный отрезок швеллера большого размера привариваются две поперечины для устойчивости. Затем по углам крепятся вертикальные стойки, на которых сверху крепится обвязка. Высота станины составляет 40-50 см.
- Установка опорных роликов. На горизонтальные поверхности станины устанавливаются опорные ролики в сборе (вместе со ступицами и подшипниками). Отмечаются точки крепления, сверлятся отверстия и ролики фиксируются с помощью болтовых соединений. На ступицах одна сторона проходная, позволяющая установить звездочки для цепной протяжки.
- Монтаж натяжного устройства. Существует два варианта — установка снизу и сверху. Первый способ дает экономию высоты, способствует устойчивости станка. Второй способ удобнее в эксплуатации, позволяет приложить значительные физические усилия при регулировке натяжного ролика. Оба варианта имеют свои достоинства, но отличием является тип натяжки — нижний вариант рассчитан на использование гидравлического домкрата, верхний — под винт с прямоугольной резьбой. Конструктивно они отличаются тем, что домкрат поднимает один из опорных роликов, поэтому натяжной ролик в данном случае неподвижен и жестко закреплен на станине. При верхнем расположении резьба давит на натяжной ролик, опуская его вниз.
- Установка звездочек и цепи. Необходимо следить, чтобы все три звездочки находились в одной вертикальной плоскости, иначе цепь будет слетать или порвется.
- Присоединение приводного рычага. На опорные ролики устанавливаются рычаги, с помощью которых будет производиться протяжка профиля.
Простой в изготовлении вариант станка из тисков:
Профилегиб из автозапчастей(ступиц автомобиля):
Способ размещения
Стационарный. Устройство обладает большими размерами, высокой производительностью и требует наличия крепкого и устойчивого основания – заливают фундамент или сваривают металлический короб. Применяется в промышленности для работы с большими диаметрами и сложными изгибами.

Переносной. Обладают средними размерами. В качестве основания для установки создают металлический каркас или основу. Подходит для применения в мастерских и на малых производствах. Возможно самостоятельное изготовление.
Ручной. Мобильное устройство, применяемое для сгибания тонких металлических профилей, используемых в качестве элемента декорирования или украшения. Нет необходимости в создании твердого основания или каркаса.


Как снизить издержки на изготовление
Чтобы снизить затраты при изготовлении трубогиба, можно использовать подручные детали. Допустим вместо роликов, подойдут ступнины от старого велосипеда. Они не смогут выдержать больших нагрузок, но для загиба профильной трубы 20 на 40 подойдут. При отсутствии шайбы, её можно заменить металлическим кругом подходящего диаметра.
Не следует покупать для самоделки новые подшипники, подойдут «убитые», которые легко раздобыть в автосервисах. Кроме того, многие элементы можно найти на пункте сдачи металла.
Сегодня, мы попробовали изготовить две модели самодельных трубогибов для профильной трубы — это оказалось нам под силу. Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Надеемся, что, руководствуясь нашей статьёй, вы без труда соберёте профилегиб из подручных материалов, и сможете изогнуть трубу под нужным вам радиусом для изготовления парника или веранды.
Источники
- https://stroychik.ru/tools/trubogib-dlya-profilnoj-truby-svoimi-rukami
- https://tutmet.ru/samodelnyj-profilegib-sdelat-prisposoblenie-svoimi-rukami.html
- https://tpspribor.ru/svoimi-rukami/osobennosti-samostoyatel-nogo-izgotovleniya-ruchnogo-profilegiba.html
- https://fasad.guru/material/profilegib-svoimi-rukami/
- https://postroika.biz/7975-stanok-dlya-gibki-profilnyih-trub-svoimi.html
- https://intehstroy-spb.ru/stanki/izgotovlenie-profilegiba-svoimi-rukami-chertezhi-samodel-nogo-stanka.html
- https://nashampure.ru/metally/profilegib-svoimi-rukami
- https://titan-spec.ru/sovety/samodelnyj-profilegib-svoimi-rukami.html
- https://delairukami.ru/masterskaja/kak-sdelat-trubogib-profilnoi-trybu/
- https://svoimirykami.guru/profilegib-svoimi-rukami/
- https://seti.guru/profilegib-svoimi-rukami
- https://2lzz.ru/stanki/profilegib-svoimi-rukami
- https://TrubaNet.ru/instrumenty-dlya-trub/trubogib-dlja-profilnoj-truby-svoimi-rukami.html
- http://met-all.org/oborudovanie/prochee/izgotovlenie-profilegiba-svoimi-rukami.html
- https://pochini.guru/tehnika/kak-sdelat-ruchnoy-profilegib
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
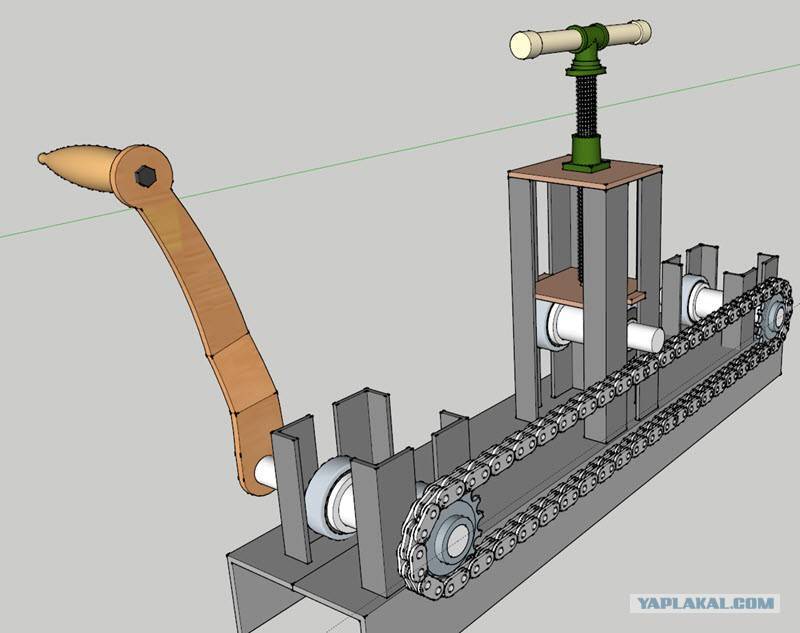
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.




Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Оборудование
Материал производится путем сгибания листового металла — для этого используется профилегибочный станок (листогиб), который может иметь различный тип привода:
- гидравлические,
- пневматические,
- электромеханические,
- механические,
- ручные.
В зависимости от размеров и мобильности профилегибочные станки бывают передвижными или стационарными. Способ гибки бывает разным, в связи с чем выделяют три группы машин — прессовые, поворотные, ротационные:
- Принцип работы гибочного агрегата прессового типа прост — прижимная балка фиксирует металлическую заготовку, а подвижный пуансон сгибает ее. Пресс имеет гидравлический или пневматический приводной механизм.
- Поворотный гибочный станок имеет неподвижную основу и поворотный механизм. На основе жестко закрепляется один конец заготовки, другой крепится к поворотной балке; она приводится в движение, заготовка изгибается.
- В ротационном агрегате профиль гнется посредством проката. Он прокатывается между валами под давлением до приобретения заданной формы.
Оборудование может иметь ручную или автоматическую подачу заготовки. Размер детали устанавливается также в ручном или автоматическом режиме, в зависимости от модели станка.
Классификация профилегибов
По внешнему виду классический профилегиб имеет форму «Т». Есть несколько видов данных устройств, отличающиеся стоимостью, качеством и техническими характеристиками.
Электрические профилегибы

Угол выгиба отмечается разными способами. При механическом способе устанавливаются специальные метки, они напоминают стрелки часов. Но наиболее современным методом является цифровой, когда прогиб создается с помощью электронной установки и регулируется оператором через монитор. Но этот инструмент отличается большим весом и высокой ценой.
Гидравлические профилегибы
Это оборудование используется в промышленности. Их применяют при обустройстве систем водоснабжения или канализаций, и они отлично подходят для стационарных условий. Гидравлические профилегибы отличаются тем, что могут работать только от сети. Главным достоинством является:
- сохранение мобильности;
- высокая скорость;
- отсутствие нагрузок на оператора;
- простота работы.
Ручные профилегибы
Это оборудование является самым доступным и дешевым, его можно установить в домашней мастерской для работы своими руками, так как оно не подразумевает профессиональной подготовки устройства. Но есть и недостатки:
- неудобство выполнения нескольких изгибов на одном изделии;
- высокая нагрузка на пользователя;
- продолжительное выгибание по времени;
- работа только с небольшим диаметром труб;
- почти не контролированный радиус изгиба.
Но даже при этих недостатках, этот профилегиб является самым приемлемым вариантом для работ своими руками в домашних мастерских. Если при устройстве водопровода или отопления вам нужно выгнуть всего несколько труб или прутков, то покупать дорогостоящий инструмент нет смысла. Ручной профилегиб великолепно справиться с данной задачей.
Разновидности ручных профилегибов

Первый способ самый популярный. По детали, которая подвергается выгибанию, передвигаются специальные валики, воздействующие на нее своей силой, и выгибающие ее. Это оборудование выгибает трубу с помощью неподвижной оправы. Почти все модели дают возможность выгибать до 180 градусов.
Следующий вариант, это профилегибы, выдавливающие трубу специальным устройством. Они перемещают оправу навстречу выгибаемой трубе. Этот вариант исключает появления складок благодаря подвижной оправе и не сминает изделие. При этом он оборудован храповыми механизмами, позволяющими существенно повысить усилие руки.
Если же нужно выгнуть очень толстую трубу, то в этом случае не обойтись без гидравлического ручного профилегиба. Он оборудован специальными поршнями, создающими давление на трубу в несколько десятков тонн. Это устройство может выгибать до 180 градусов.
Делаем станок своими руками
Выбрав понравившийся самодельный станок по фото, добиться желаемого результата вряд ли удастся. Вам обязательно потребуется подробный чертеж будущего профилегиба. Это позволит соблюдать точные размеры при изготовлении станка.
Мы приведем пример популярной модели, на основе которой часто домашние умельцы создают профилегиб своими руками. Если цена заводского профилегиба составляет от 4 тысяч рублей и выше, то самодельный может обойтись чуть ли не бесплатно. Все зависит от наличия у вас необходимых деталей для станка.
- Подготовьте необходимую площадку для изготовления станка.
- Основание для профилегиба может быть выполнено из металла или дерева. Болгаркой требуется вырезать соответствующие чертежу компоненты основания.
- Если вы профессиональный токарь, сделать валы вы сможете своими руками. При отсутствии навыков и самого токарного станка, обратитесь к специалистам. Учтите, что размер вала напрямую связан с типами звездочек и подшипников будущего профилегиба.
- В ограничительных кольцах для валов необходимо дрелью сделать отверстия и пазы согласно чертежам.
- Изготовьте каркас, предназначенный для прижимного вала. Его обычно фиксируют на полке по средствам шпонки.
- Установите каркас основы вашего станка.
- Далее следует монтировать опорные валы. После чего можно организовать портальную конструкцию верхнего вала.
- Движимые компоненты профилегиба соединяются с помощью цепи.
- Завершает сборку монтаж ручки, которая будет вращаться при ручном способе сгибания. Либо соединяется ручка с двигателем, если вы используете соответствующий привод.
- Остается только закрепить гидравлический домкрат, и конструкция готова.
Помимо инструкции, рекомендуем ознакомиться с наглядными видео уроками. Опираясь на них, вам будет проще разобраться в чертежах, особенностях работы профилегиба. Плюс это поможет определиться с типом станка, который идеально подойдет для выполнения запланированных работ.
Весомый аргумент в пользу самодельного профилегиба — это возможность адаптировать агрегат под ваши конкретные потребности, виды работ и антропометрические данные. Кому-то удобнее работать левой рукой, кому-то правой. Это редко учитывается при изготовлении заводских профилегибов.
Помимо экономии и комфорта, самодельные профилегибы легко модернизируются. Сделав обычный станок с ручным приводом, со временем его можно оснастить электрическим движком или гидравлическим приводом. Все зависит от ваших потребностей и возможностей.
Самодельные автомобили, трактора, вездеходы и квадроциклы

Доброго времени суток! Разрешите представить мой самодельный профилегиб, сделанный своими руками.
Сделал станок практически на коленке, гнет максимум 60-й профиль! Недавно делал себе теплицу, гнул на ребро 6 метровый профиль 20*40*2 мм. Крутил перфоратором. Профилегиб отлично себя показал!
Процесс сборки не фотографировал, конструкция и так проста и понятна. Крутилку разработал так, что можно и ручкой, и перфоратором, и дрелью (и не боится легкого изгиба при кручении, соосности ручки и вала). Время будет, и дополнительно съемное крепление для мотора сделаю!
Вес станка примерно 15 кг, основание сделано из 120-го швеллера (верх, низ, и середка). Конструкция разборная, что удобно для транспортировки. Поставил заменяемые разборные подшипники.

Вот профилегиб уже после покраски.



Установлен гидравлический домкрат.

Станок показал себя в работе отлично, рекомендую к изготовлению, очень нужная вещь для домашней мастерской.
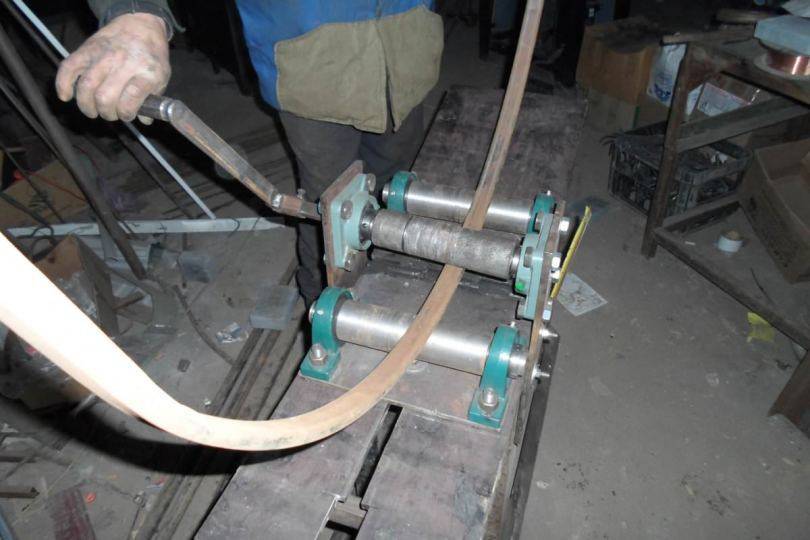
 Для равномерной гибки металлического проката с различным профилем сечения применяют профилегиб – станок с устройством из комплекта вальцов. От обычного трубогиба профилегибочный станок отличает возможность делать арочные заготовки из фасонного погонажа металлических профилей, например, тавра, двутавра, швеллера, уголка и других форм. Помимо этого, торцевая поверхность прижимающих вальцов отличается характерным сечением, которое применяется только для определенного вида проката.
Для равномерной гибки металлического проката с различным профилем сечения применяют профилегиб – станок с устройством из комплекта вальцов. От обычного трубогиба профилегибочный станок отличает возможность делать арочные заготовки из фасонного погонажа металлических профилей, например, тавра, двутавра, швеллера, уголка и других форм. Помимо этого, торцевая поверхность прижимающих вальцов отличается характерным сечением, которое применяется только для определенного вида проката.








Методика проведения работ
Довольно часто сегодня домашними мастерами используется профилегиб ручной. Своими руками как сделать такую установку, вы сможете понять, если прочтете статью. Для работы понадобится ещё цементный раствор и толстые куски трубы, диаметр которых может быть равен пределу от 60 до 110 мм. Можно применить швеллеры, они превосходно для этого подходят.
Цементная площадка устраивается на земле, куда устанавливаются обрезки труб. Их необходимо установить вертикально в щебень. Максимальная дистанция между элементами должна составить около 0,5 м. Участок следует залить цементом, однако трубы должны оставаться в строго вертикальном положении. Раствор нужно оставить до момента высыхания на несколько дней. Для того чтобы исключить возникновение трещин, смятия и вспучивания, перед нагреванием труба должна быть наполнена кварцевым песком. Перед этим один конец закрывается деревянной пробкой. Длина должна быть равна двум диаметрам трубы. Конусность может составить 1 к 1000 или 1 к 2500.
В отрезок трубы насыпается немного песка, а после проводится нагревание до темно-красного цвета
Как только будет достигнуто охлаждение, песок засыпается полностью, а мастеру следует обратить внимание на стенки трубы. Труба должна быть расположена вертикально, в неё нужно насыпать песок
При этом важно соблюсти правило, которое гласит: после каждой порции необходимо приподнимать трубу и постукивать по ней с помощью молотка. Эти действия выполняются до тех пор, пока пустоты не будут заполнены
Проверить их наличие или отсутствие можно, простучав трубу. Если вы услышите пустой звук, то внутри осталось пространство. Песок не должен доходить до верхней части трубы на длину диаметра. Сверху забивается пробка, но предварительно нужно сделать несколько отверстий для выхода газов. Используя мел, вы сможете нанести отметку на трубу в то место, где следует осуществить самое большое изгибание.