Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
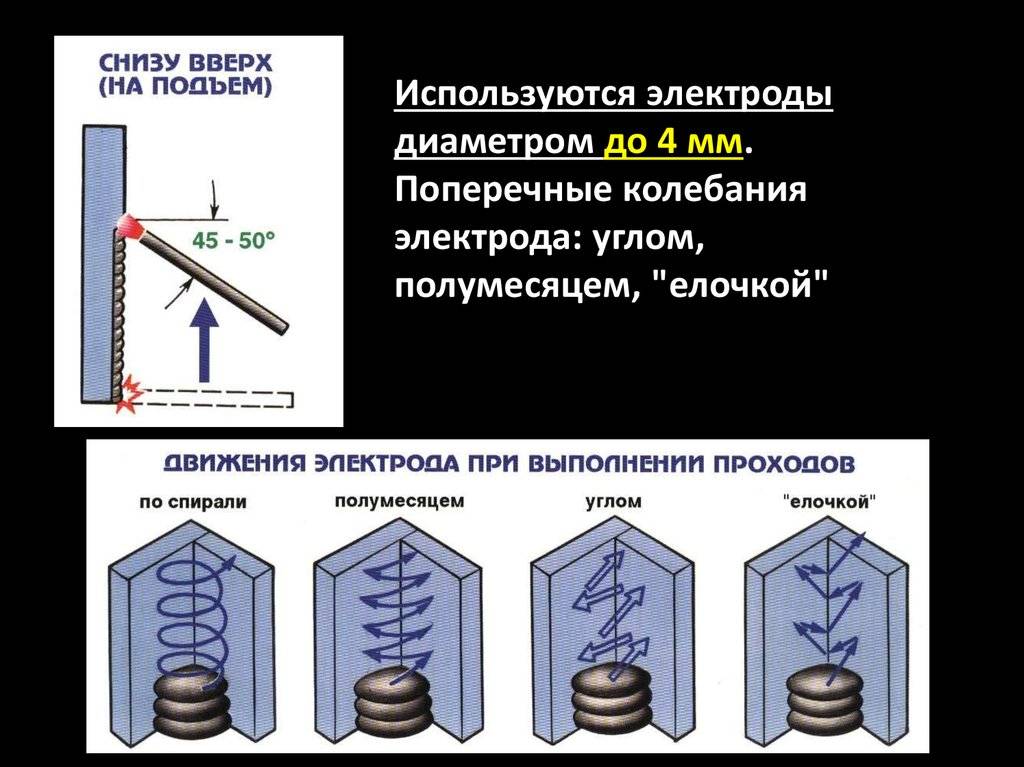
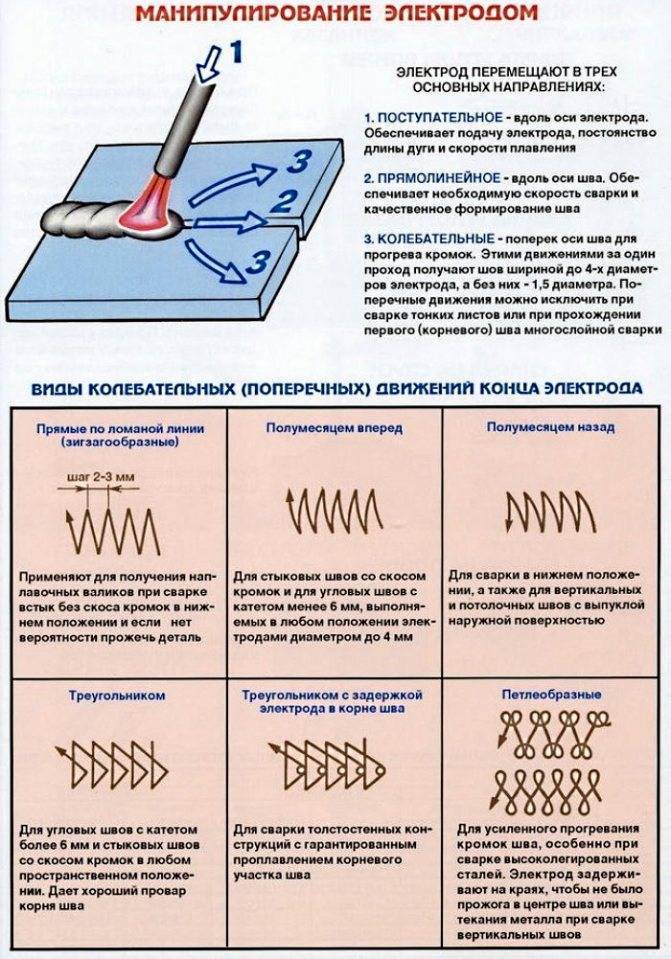
Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру
Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов
Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора
Самое важное – не допускать образования подрезов кромок и подтеков металла.
Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления)
Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
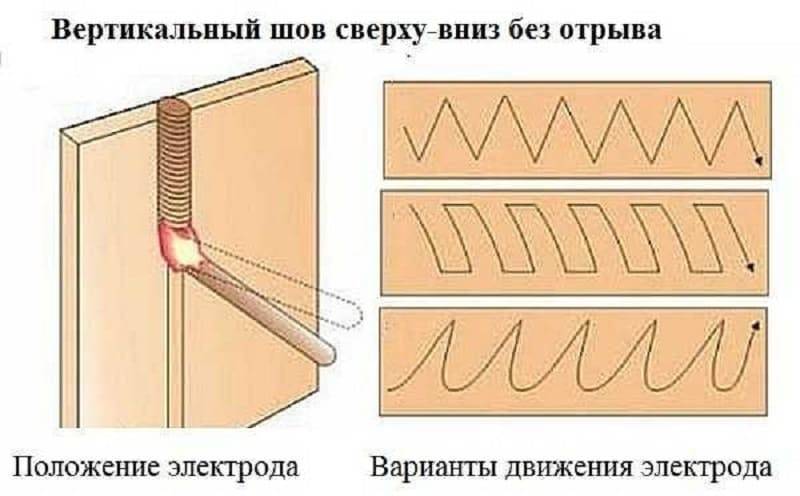
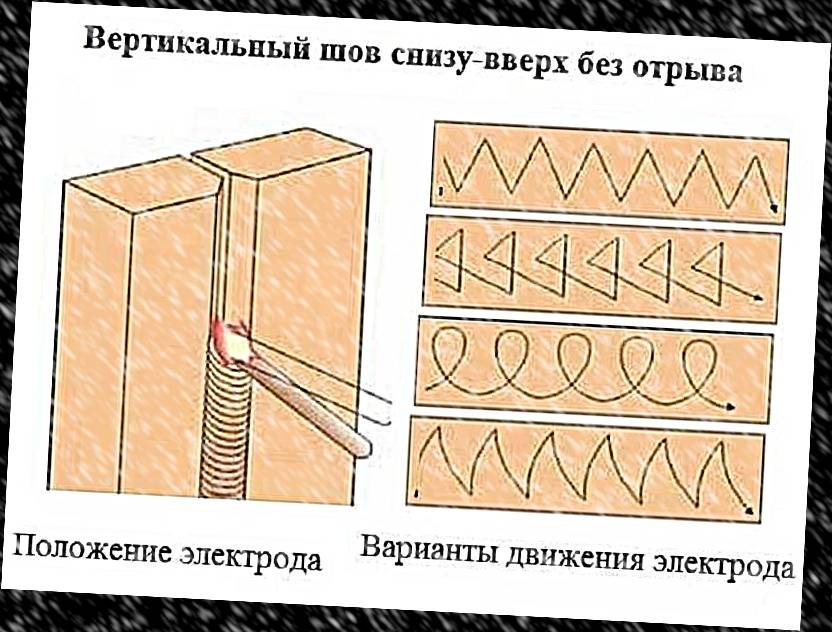 Движение электрода при сварке вертикального шва
Движение электрода при сварке вертикального шва
Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Разновидности сварных швов
Как правильно делать сварочный шов во многом зависит от его вида.
Геометрические параметры шва включают в себя его ширину, протяженность, глубину залегания, размер выпуклости. Красивые сварные швы могут получиться только при удачном подборе его параметров для каждого конкретного случая.
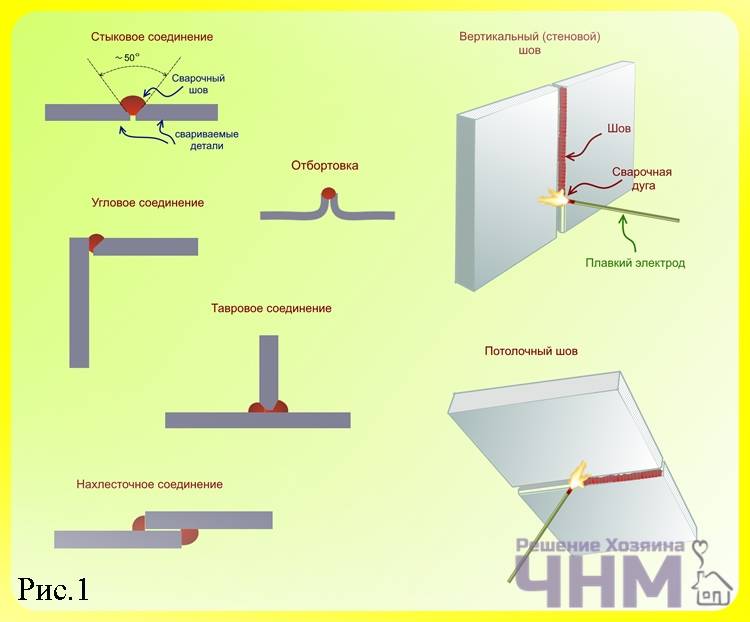
Стыковые швы получаются при обычном соединении поверхностей металла или их торцов. Много времени для такого процесса не требуется. Потребление металла также является минимальным. При соединении тавровым способом в результате получается конструкция, имеющая вид перевернутой буквы “Т”.
Достоинством метода является то, что с его помощью возможно соединение элементов, имеющих значительную разницу в ширине. Использование установки “лодочкой” делает процесс сварки более удобным и уменьшает вероятность появления дефектов. Обычно такое соединение осуществляется за один проход.
Угловое соединение обычно выполняется под прямым углом, но возможны и небольшие отклонения от этой величины. Более прочным соединение получается при проварке с двух сторон. Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Важным моментом, как правильно класть сварочный шов, является удачный выбор скоса кромок. Имеются различные варианты. Кроме того, возможно соединение без скоса кромок, например, при способе внахлест.
Оптимальная технология
Выполняя сварку углового шва «в лодочку», получают качественное соединение. Это наиболее удобная технология, позволяющая электроду легко достать до корня
При этом важно правильно зафиксировать заготовки. Угол между соединяемыми плоскостями должен быть ровно 90 °
Сварку углового шва по технологии «в лодочку» начинают с нижней плоскости и ведут вверх. Перед выполнением работ необходимо ознакомится со схемой движения электрода.
При толщине металла заготовок менее 14 мм в скосе кромок нет необходимости. Если метал толще, то делают скос с одной стороны или с двух (при толщине более 40 мм).
Не всегда имеется возможность расположить детали так, чтобы выполнить угловой шов методом «в лодочку»
Если сварка происходит по другой технологии (наклонным электродом), то обращают внимание на катет углового шва
При длине катета до 8 мм делают шов однослойным, при большей длине выполняют его в 2 и более слоев. Вначале проваривают корень электродом малого диаметра, затем делают последующие проходы.
Выбор диаметра электрода и сварочного тока в зависимости от типа углового шва можно сделать при помощи таблицы.
| Тип сварного шва | Толщина металла, мм | Число слоёв (проходов) | Диаметр электрода, мм | Сила тока, А |
|---|---|---|---|---|
| Односторонний тавровый или угловой шов со скосом кромок под углом 45 ° | 4 | 1 | 3-4 | 120-160 |
| 6 | 1 | 4-5 | 160-220 | |
| 8 | 1-2 | 4-5 | 160-220 | |
| 12 | 3-4 | 4-6 | 160-300 | |
| 20 | 6-8 | 4-6 | 160-300 | |
| Односторонний тавровый или угловой шов с двумя симметричными кромками под углом 45 ° | 10 | 2-4 | 4-6 | 160-320 |
| 20 | 4-6 | 4-6 | 160-360 | |
| 40 | 8-16 | 4-6 | 160-360 | |
| 60 | 16-30 | 5-6 | 220-360 |
Безопасность при сварке потолочного шва
При исполнении сварочных операций необходимо в обязательном порядке акцентировать внимание на технику безопасности, предусмотренную для мероприятий данного формата. От исполнения простых рекомендаций будет зависеть итоговые качественные параметры шва, личная безопасность наемных сотрудников. Планируя сварочные работы, необходимо уделить внимание следующим рекомендациям:
Планируя сварочные работы, необходимо уделить внимание следующим рекомендациям:
Все провода, присоединенные к сварочному оборудованию, должны иметь хорошую изоляцию. Не допускается наличие оголенных участков кабелей, так как это может привести к проблемам со сварочным аппаратом, повышает риск для здоровья и жизни пользователя. Инвертор необходимо отсоединять от сети, если он не используется
Не исключены ситуации, когда оборудование может включиться из-за неосторожности. Также соблюдение этого правила поможет защитить аппарат от возможных перепадов напряжения в электросети
Категорически не допускают исполнение сварочных работ без средств индивидуальной защиты
В обязательном порядке сварщику следует надеть защитную маску, спецодежду, обувь и перчатки. Работы должны производиться на специальном коврике. Скрепление потолочных швов должно осуществляться в сухом и теплом помещении. Не рекомендуют выполнять задачу в дождливую или снежную погоду, если в помещении наблюдается достаточно высокий уровень влажности. В противном случае это может негативно сказаться на качестве исполнения потолочного шва. Справиться с задачей в любых условиях могут только опытные мастера, обладающие необходимыми знаниями. В обязательном порядке нужно соблюдать правила пожарной безопасности. Это значит, что поблизости от места сварки не должно находиться посторонних предметов и горючих материалов.

Возбуждение дуги
Одним из основных моментов, как правильно варить сваркой швы, является грамотное возбуждение дуги. Следует выбрать один из известных способов. Первый из них заключается в том, что, держа электрод в руке, его кончиком прикоснуться к металлу и отвести быстро назад на расстояние 2-4 миллиметра. Промедление грозит прилипанием электрода к металлу. Результатом станет появление дуги. Если этого не произошло, следует повторить попытку.
Другой способ заключается в том, что быстрым движением провести электродом по поверхности металла и сразу приподнять его на несколько миллиметров. Одним из секретов, как правильно накладывать сварочный шов, является поддержание во все время процесса сварки короткой дуги. Это обеспечит плавность сваривания и получения качественного шва с хорошим внешним видом. Однако, при чересчур короткой дуге возможно прерывание процесса, что вызовет появление дефекта в виде кратера. Для продолжения работы кратер необходимо заварить.
Бесконтактный способ возбуждения дуги возможен при использовании осциллятора. Он служит дополнением к главному сварочному аппарату. Для возбуждения дуги электрод следует приблизить к металлической поверхности на расстояние порядка 5-ти миллиметров. Затем следует нажать соответствующую кнопку на осцилляторе и дождаться появления сварочной дуги.
Крепим современную лепнину
Давайте остановимся на креплении галтели из полиуретана, так как это самый доступный и распространенный на сегодняшний день материал.
Сначала рассчитаем материалы, и подготовим инструмент.
Считаем длину всех стен комнаты и делим на длину одной планки. Число, полученное в результате расчета, округляем до целого в большую сторону. Рекомендуется купить галтели с небольшим запасом. В качестве крепежа отлично подойдет клей «жидкие гвозди» или акриловый герметик. Кстати, акриловый герметик понадобится и для заполнения швов между плинтусом, стеной и потолком.
Акриловый герметик
Необходимый инструмент:
- Дисковая пила для запиливания углов. Хотя, вполне подойдет и обыкновенная ножовка по металлу.
- Шаблон, он же стусло для запиливания угла в 30,45 градусов.
- Строительный нож.
Заделываем потолковые щели
Удобнее всего начать установку планок с внутренних углов, продвигаясь по прямым участкам. Далее устанавливаем плинтус в стусло. Гладкой поверхностью прижимаем к боковой стенке и запиливаем под углом в 45 градусов для прямых углов. Если угол сопряжения стен отличается – угол запиливания определяетя экспериментально
Внимание! Для одного угла или откоса планки должны быть запилены зеркально. После того, как лепнина готова, начинаем приклеивать. Для этого наносим клей на боковые поверхности галтели и аккуратно прижимаем от угла по всей длине
Продолжаем клеить планки встык
Для этого наносим клей на боковые поверхности галтели и аккуратно прижимаем от угла по всей длине. Продолжаем клеить планки встык.
Продолжаем клеить планки встык
После того как все планки приклеены, заделываем швы между потолком, плинтусом и стеной тонким слоем акрилового герметика. Излишки убираем салфеткой или «универсальным инструментом» т.е. пальцем. Лепнина преобразила ваш потолок!
Лепнина преобразила ваш потолок
Если вам по-прежнему трудно определиться с выбором лепнины, рассчитать ее количество или подобрать цвет потолка и стен, не расстраивайтесь. На многих сайтах производителей есть бесплатные онлайн-сервисы для подбора материалов, расчета их количества, а также подбора цвета потолка и стен. Работает все это очень просто. Вы заходите в онлайн сервис. Указываете размеры своего помещения, делаете подбор цвета, если необходимо, и определяете количество декоративных элементов.
Смелее творите, экспериментируйте с цветами и материалами, и ваше жилище наполнится красотой и уютом!
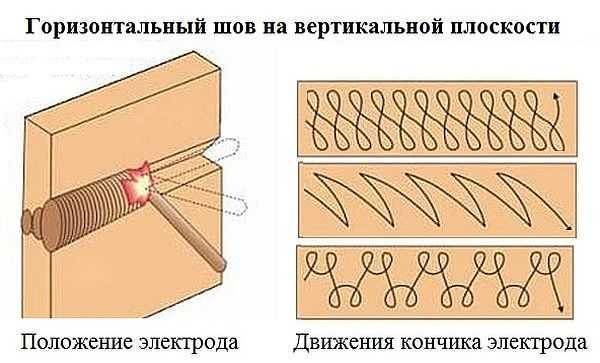
Какие сложности возникают при горизонтальной сварке
Данное соединение далеко не самое легкое и для его выполнения нужно подготовиться. При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
- Вытекание расплавленного металла из сварочной ванны. Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом.
- Может создаваться сильно большое уплотнение на нижней кромке за счет того, что металл с верхней стекает к ней. Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
- Неудобное положение для самого сварщика, в котором он может совершить больше ошибок из-за подобных сложностей.
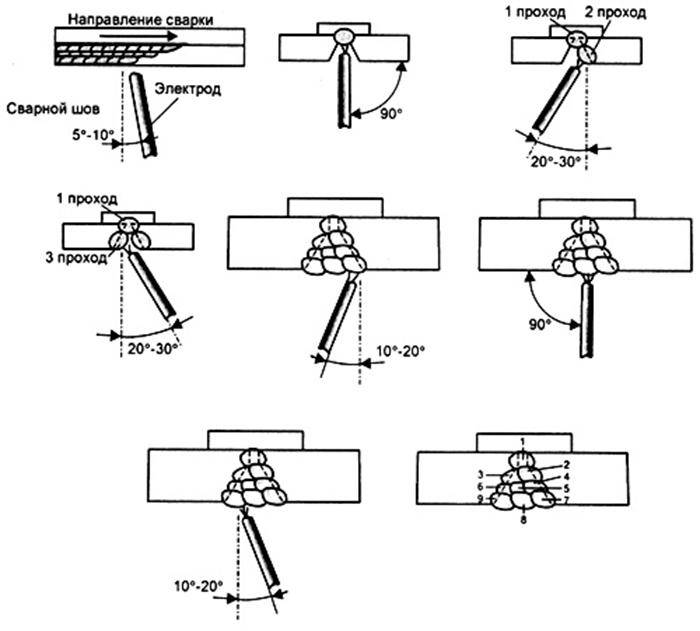
Техника перемещения электрода при горизонтальной сварке
Техника сварки штыковых швов в горизонтальном положении проводится по следующим пунктам:
- В первую очередь формируется первый валик шва, для которого используется короткая дуга сварочного аппарата. Здесь электрод нужно перемещать без колебаний в поперечной плоскости. Угол наклона электрода составляет около 80 градусов, что даст возможность хорошо проплавиться стыку.
- После создания первого валика идет второй проход с использованием небольшой силы тока. Здесь также не применяются колебательные движения, а электрод ставится под углом «вперед» к росту шва. Здесь нужно более широкий электрод, чем при первом проходе.
- После прохождения нескольких валиков создается итоговая наплавка, которая обеспечивается верхний слой, обладающий эстетическими качествами, но при этом он должен проплавиться к остальным. Нужно стараться сделать все за один проход.
Техника сварки горизонтального шва
Используемые инструменты при горизонтальной сварке
Для сварки горизонтальных швов могут подходить следующие разновидности оборудования:
Сварочный инвертор – один из самых популярных современных аппаратов, который применяется как в частной, так и в промышленной сфере. Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.
Трансформатор – менее совершенный, но все еще применяющийся недорогой аппарат для сварки
Он больше подходит для создания толстый швов.
Выпрямитель – устройство создающее стабильное горение дуги, что очень важно для создания швов в неудобном положении. Аппарат может запитываться от обыкновенных бытовых сетей.
Газовая горелка – оптимальный выбор, как для новичков, так и для профессионалов, если требуется обеспечить простоту и надежность процесса
Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
Заключение
Несмотря на различные существующие способы как варить сваркой горизонтальные швы и как сделать их более прочными, при возможности специалисты все же предпочитают использовать стандартное нижнее положение. Если такой возможности нет, то опытные сварщики уделяют время подготовительным работам, обеспечивающим большую часть успеха.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов. Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.

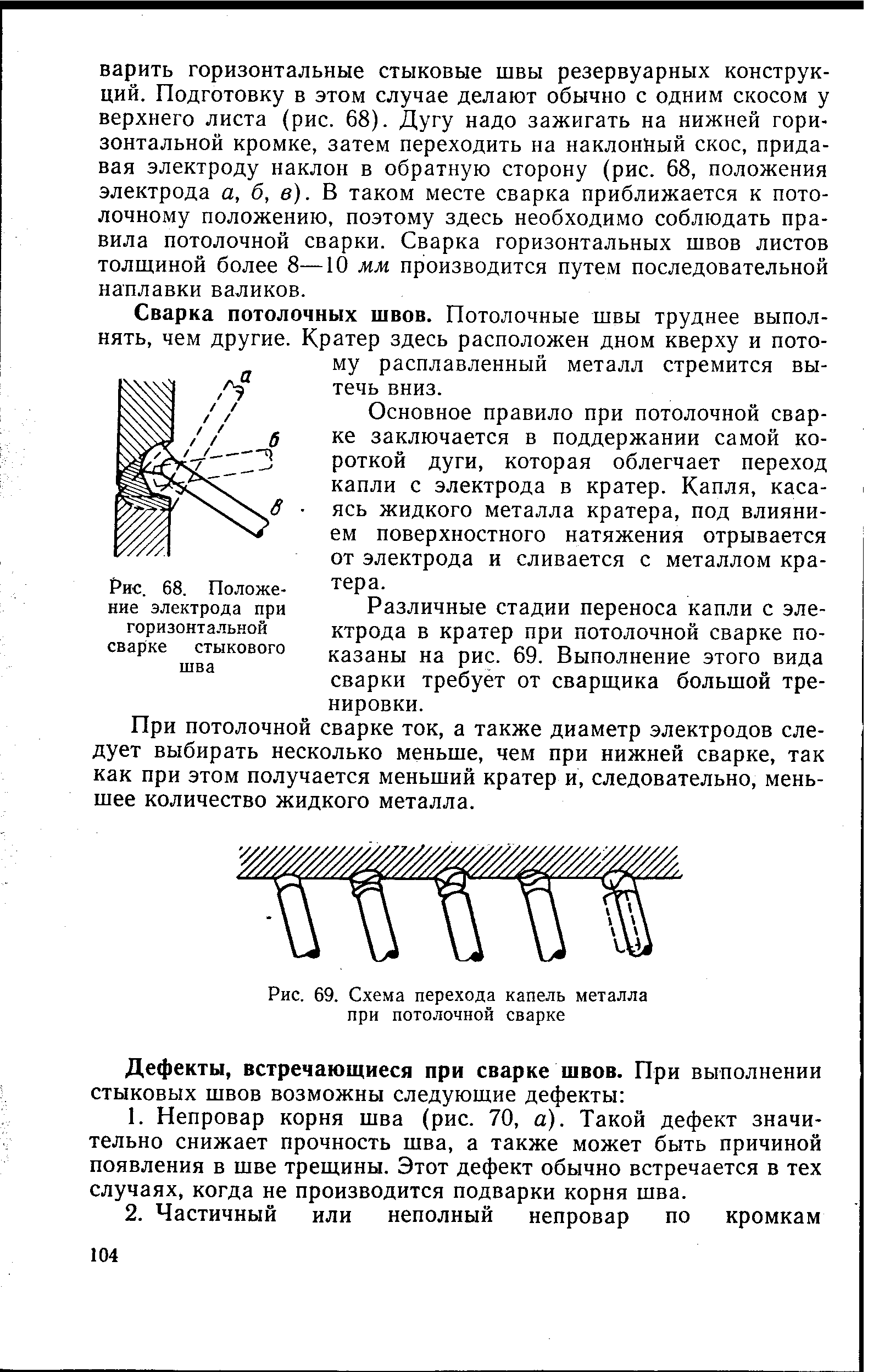
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
Схема положения шва в пространстве
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
Идеальный угол или облом
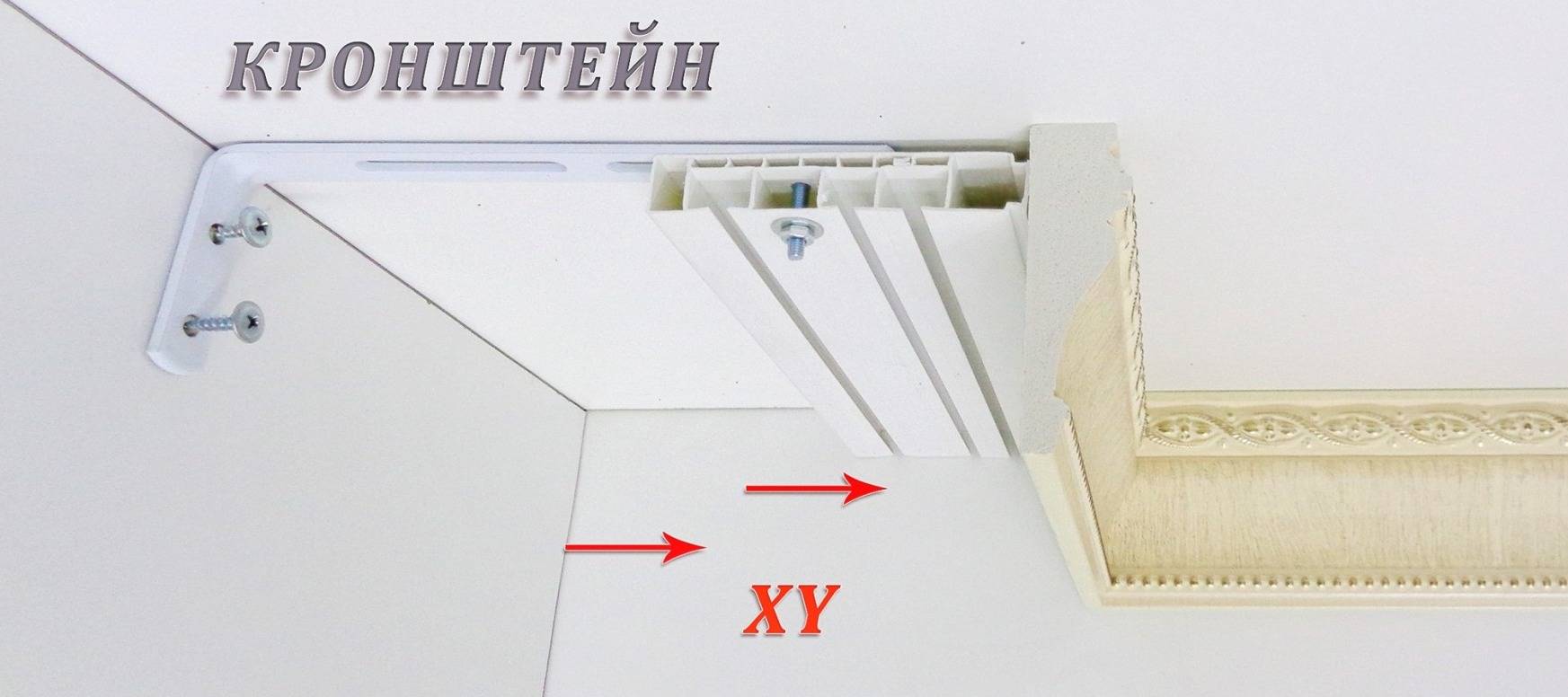
Потолочные карнизы для штор фото и виды какие бывают карнизы для штор потолочные, и как их подобрать для натяжного или обычного потолка Не пугайтесь, все в порядке! Обломом в архитектуре называется декоративный элемент различный по своему поперечному сечению.
Многие слышали такие термины:
- Карниз;
- Потолочный плинтус;
- Багет;
- Бордюр.
Потолочный плинтус
Однако, профессиональные строители, обычно называют этот элемент – галтель (она же планка, прикрывающая стык между стеной и потолком). Существует множество материалов, из которых изготавливают этот декоративный элемент. Это может быть и классическая гипсовая лепнина (есть мастерские, которые до сих пор делают ее вручную), и дерево, и современные пластиковые галтели, и даже роскошный мрамор.
В зависимости от материала отличаются и способы монтажа. Если пластиковые детали приклеиваются, то дерево, гипсовая лепнина и другие более тяжелые материалы крепится на гвозди или шурупы.
Галтель на потолок
Особенности потолочной сварки
Потолочную сварку считают довольно трудоемким и сложным процессом, поэтому новичкам не рекомендуют выполнять эту операцию самостоятельно. Перед ней в обязательном порядке нужно провести подготовительные работы, подобрать качественный инструмент, обзавестись средствами индивидуальной защиты.
Потолочное сцепление характеризуют рядом сложностей. В процессе выполнения работы расплавленный металл может стекать вниз, что несет определенную опасность для сварщика. Только опытные профессионалы, хорошо разбирающиеся в технологии сварки, могут избежать подобных сложностей, тщательно соблюдая технику безопасности.
Прежде чем приступить к спаиванию потолочных швов, необходимо знать некоторые особенности процесса:
- для объединения потолочных валиков нужно применять исключительно сварку полуавтоматом или ручным методом;
- для увеличения прочностных и эксплуатационных показателей потолочных сцеплений используют покрытые электроды;
- длина электродов не должна превышать 4 мм, так как сварку полотна осуществляют в формате дуги с минимальным радиусом;
- ширина образованного потолочного шва должна быть несколько меньше, чем толщина электрода;
- осуществлять сварку необходимо в сухом помещении с низким уровнем влажности. На электроде, сварочном аппарате и металлических профилях также должна отсутствовать вода. Это требование объясняют тем, что в процессе сварки вода преобразовывается в пар, который, соединяясь с химическими компонентами, формирует газ, оказывающий негативное воздействие на качество валика;
- чтобы отслеживать качество получаемого шва необходимо работать по направлению «на себя». Это позволит видеть процесс и контролировать его;
- для предотвращения растекания металла электрод следует поместить под небольшим углом, немного отводя его в бок.
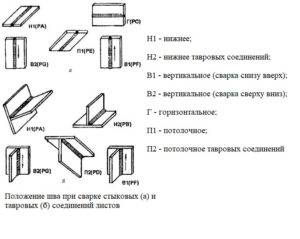
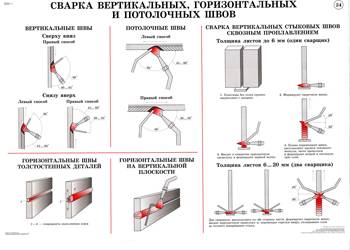
Сварка вертикальных, горизонтальных и потолочных швов
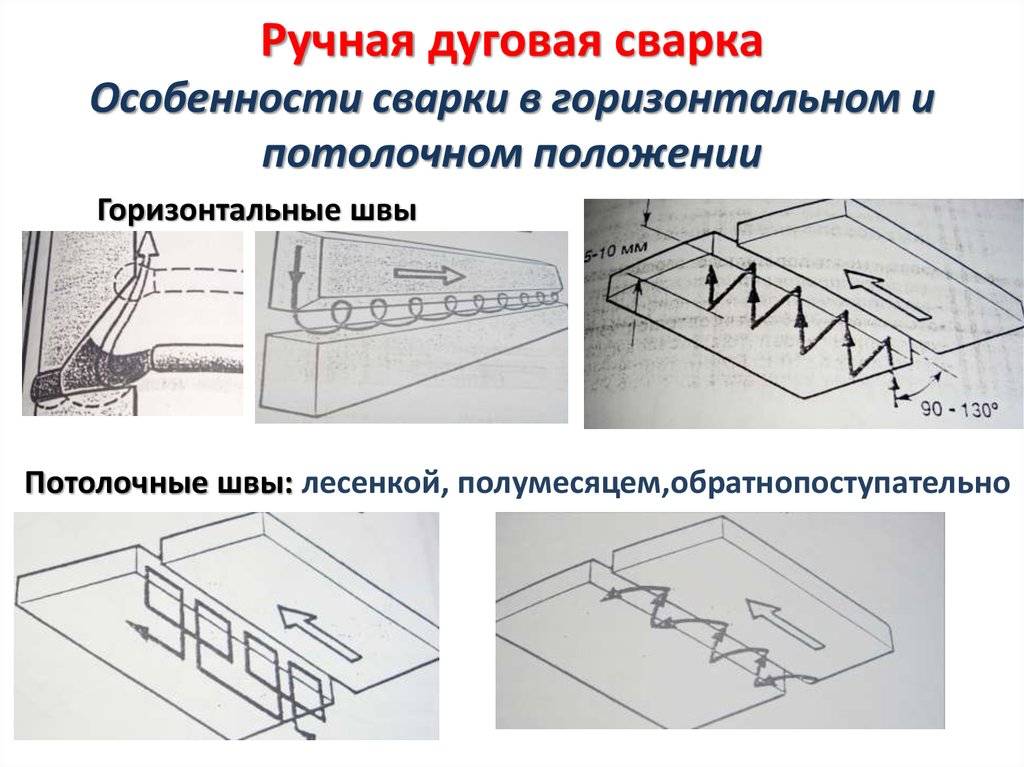
Сварка швов в вертикальном, горизонтальном и потолочном положении
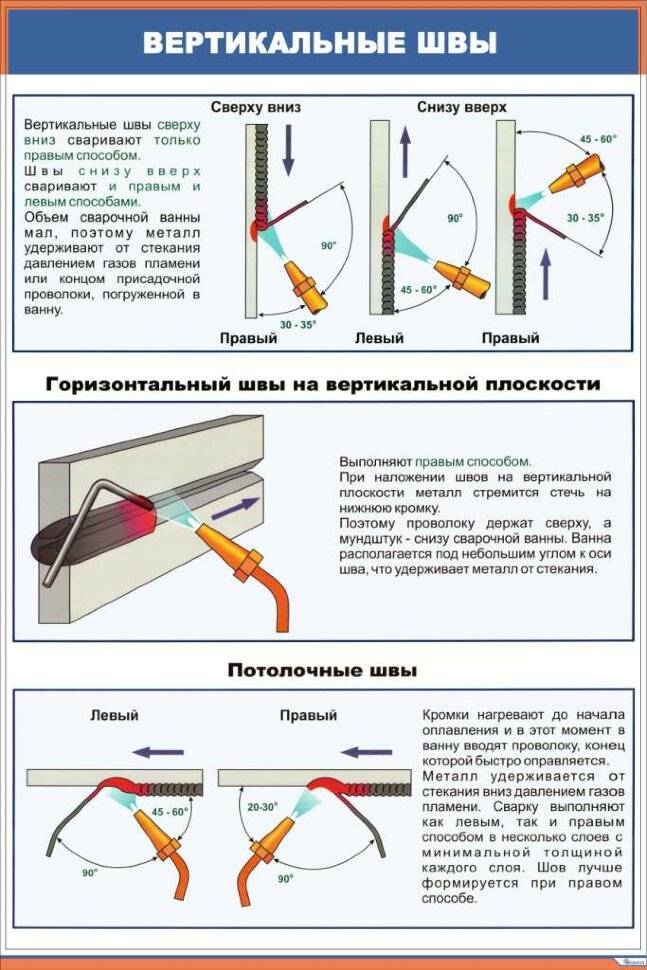
Сварка вертикальных, горизонтальных и потолочных швов требует повышенного профессионального мастерства от сварщика. В отличие от сварки швов в нижнем положении, сварка швов в вертикальном, горизонтальном и потолочном положении имеет свои особенности и трудности. Одна из таких трудностей — это растекание расплавленного металла из сварочной ванны или попадание расплавленного электродного металла мимо неё.
Чтобы исключить подобные моменты, сварку металлов стараются вести максимально короткой дугой, насколько это возможно. Движение электрода выполняют, чаще всего, с поперечными колебательными движениями.
При сварке в нижнем положении, сила тяжести не способствует растеканию жидкого металла за пределы свариваемых кромок. А при сварке в других пространственных положениях, жидкий металл, под действием силы тяжести, растекается за пределы металлической ванны. И в этом случае металл может удерживаться от растекания лишь силой поверхностного натяжения.
Поэтому, для увеличения силы поверхностного натяжения, нельзя допускать большого объёма сварочной ванны. Чтобы уменьшить объём ванны, необходимо время от времени отводить электрод в сторону от неё, чтобы жидкий металл мог частично закристаллизоваться.
Далее, необходимо уменьшить ширину сварочных валиков. Она не должна превышать трёх диаметров электрода. Кроме того, при выборе режимов ручной дуговой сварки, силу тока устанавливают на 10-20% ниже того значения, который используется при сварке в нижних положениях. Электроды для ручной дуговой сварки в наклонных положениях применяют малого диаметра: для сварки вертикальных и горизонтальных швов не более 5мм, а для сварки потолочных швов — не более 4мм.
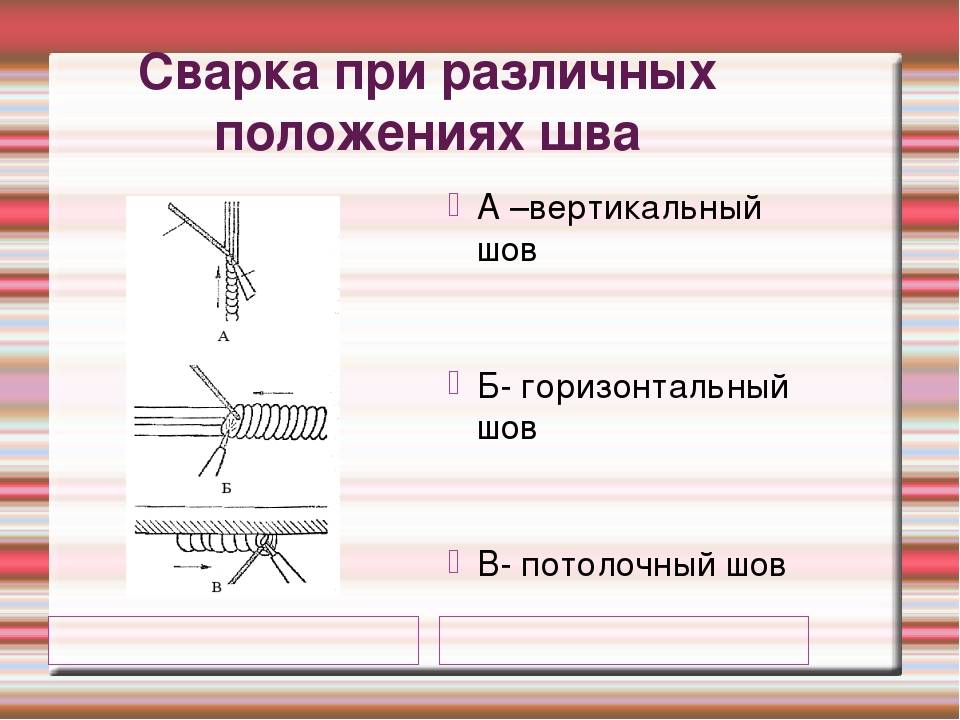
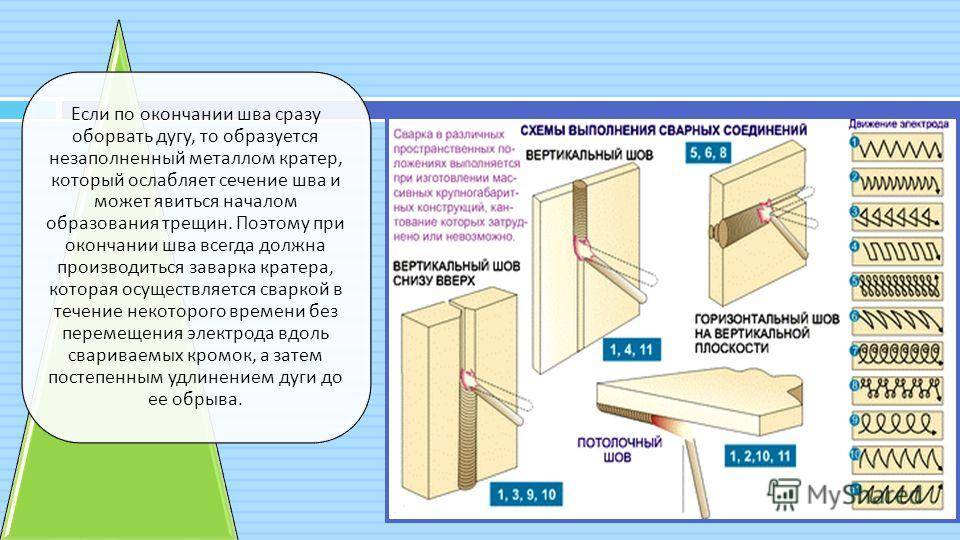
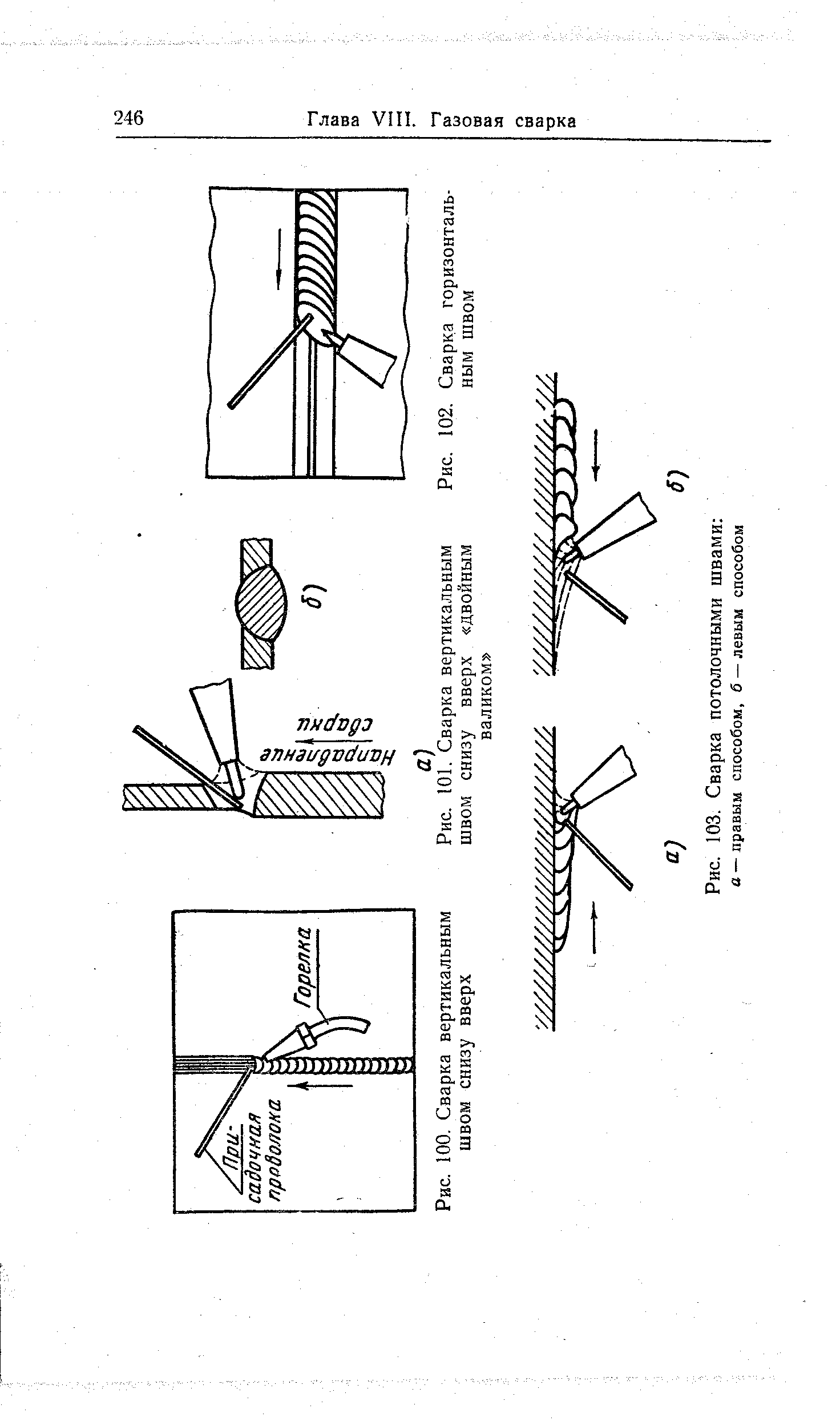
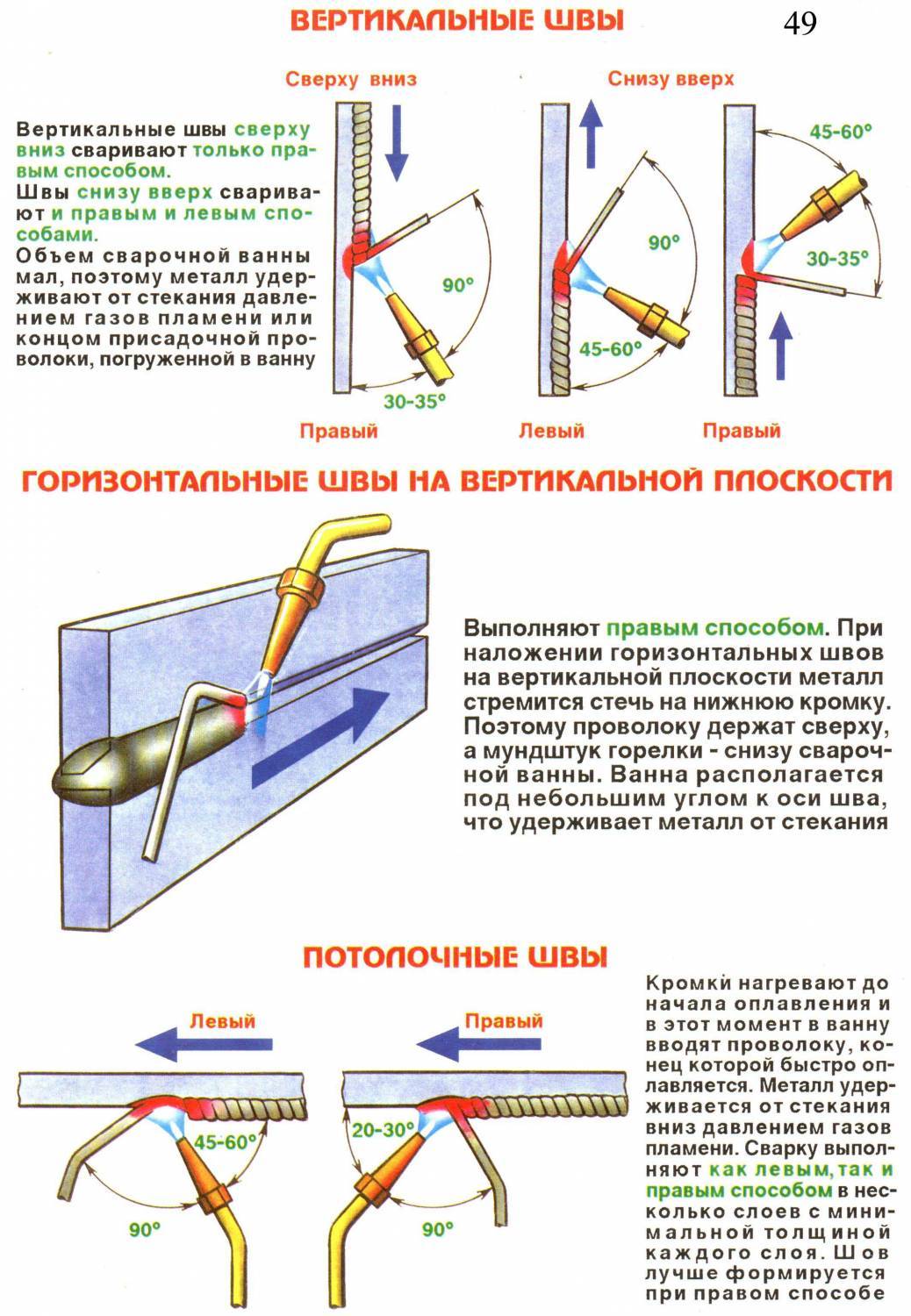
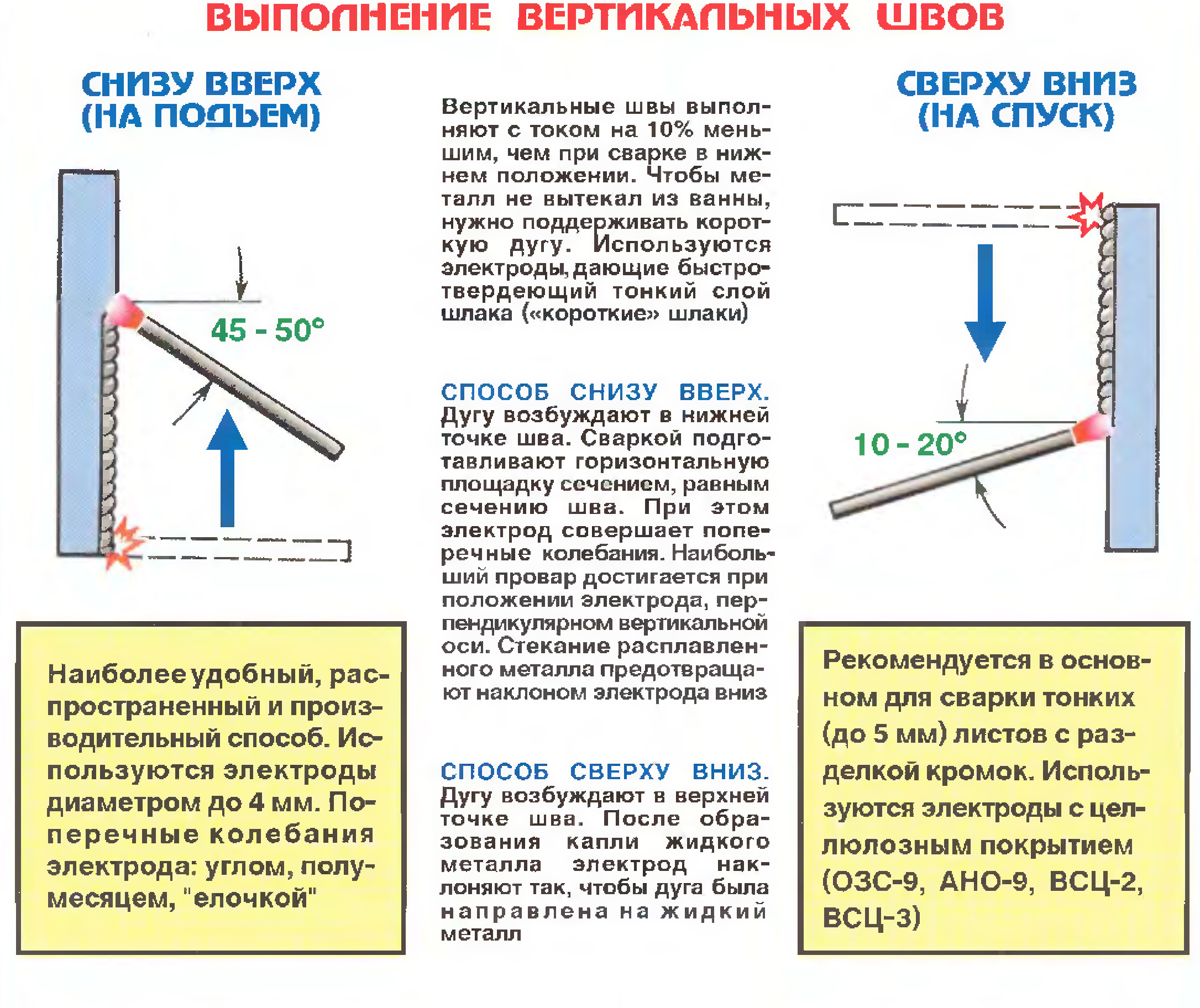
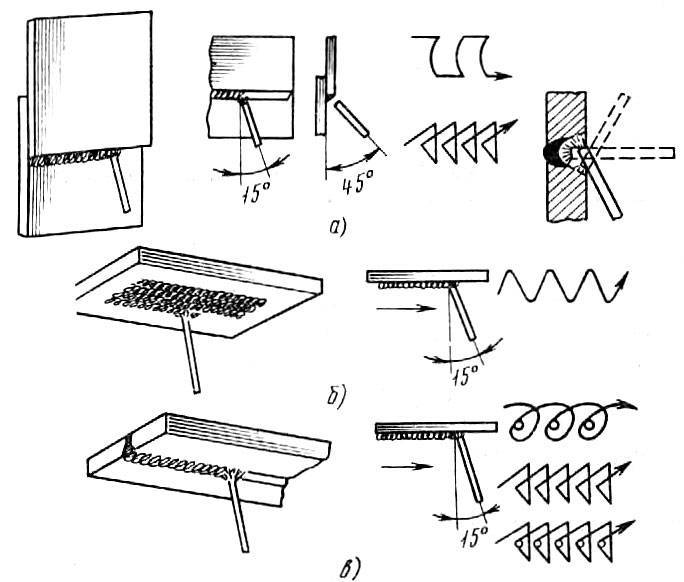
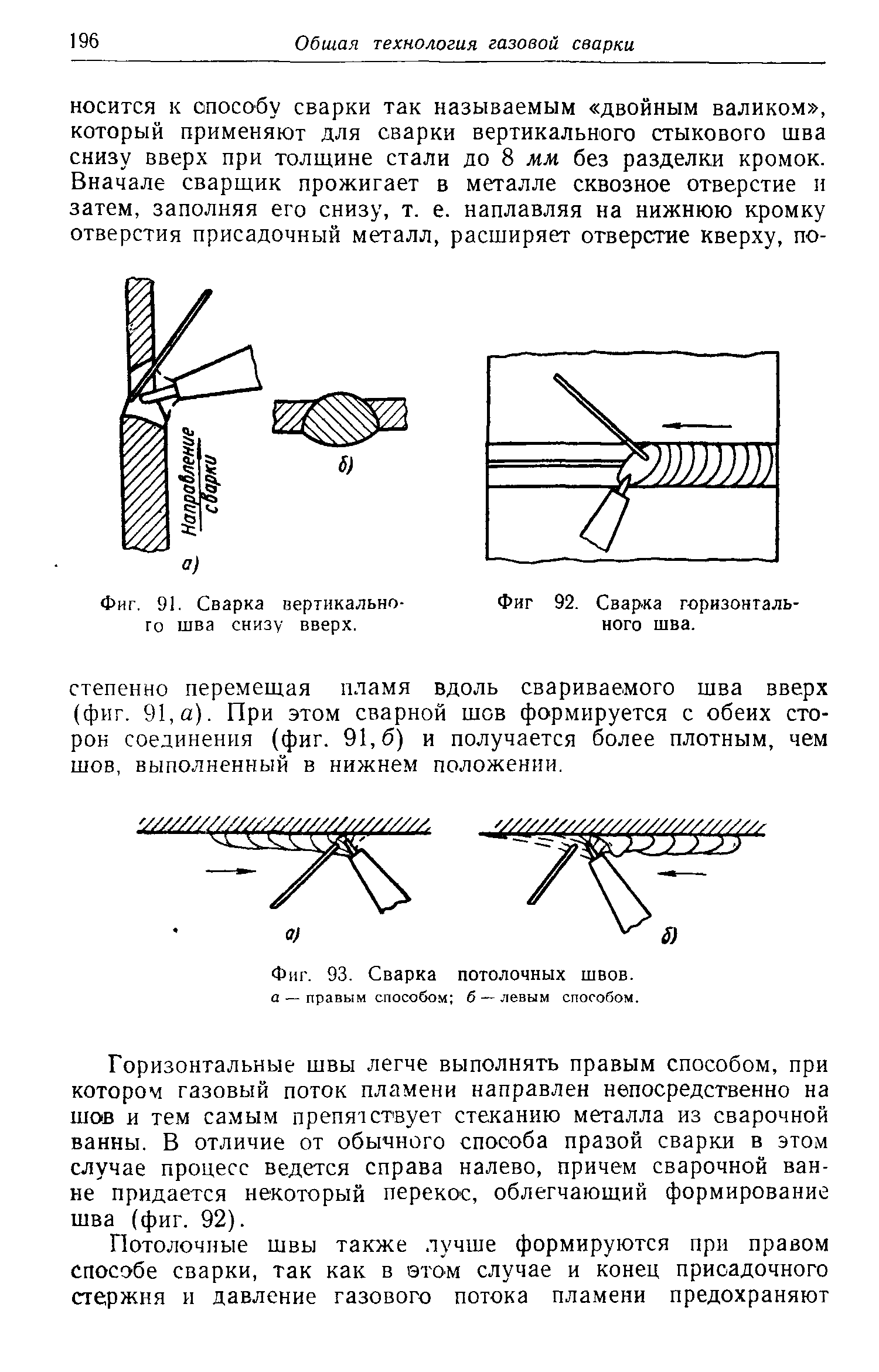
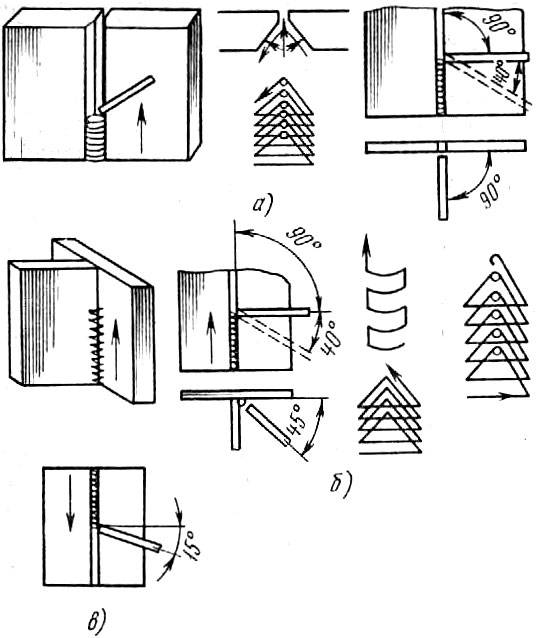
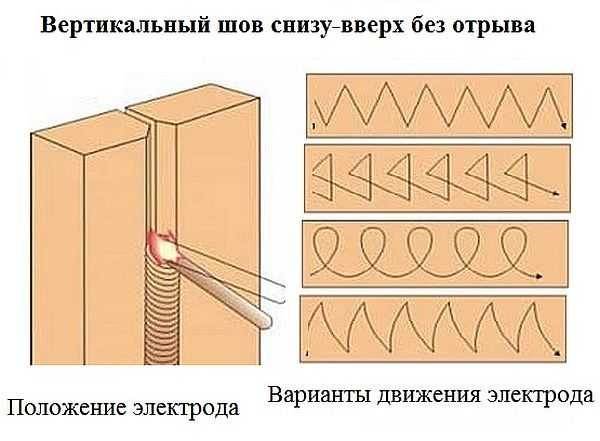
Сварка вертикальных швов
Сварка вертикальных швов может производиться снизу вверх (на подъём, схема а) на рисунке), или сверху вниз (на спуск, схема б) на рисунке). Рекомендуется вести сварку снизу вверх, если это возможно и, как можно более короткой электрической дугой. При сварке снизу вверх, нижележащий металл успевает частично кристаллизоваться и образующийся кратер в виде полочки, препятствует стеканию наплавляемого металла и помогает его удержать. При способе сварки на подъём, проще обеспечить хороший провар корня шва и сварных кромок, т.к. жидкий металл с них стекает в сварочную ванну и улучшает теплопередачу тепла от дуги к основному металлу. Но, при этом, поверхность сварного шва получается чешуйчатой.
При сварке на спуск хороший провар и высокое качество сварки получить сложнее. Жидкий шлак и расплавленный металл, под действием силы тяжести, подтекают под дугу. От стекания их может удержать сила отталкивания дуги и сила поверхностного натяжения, но часто их оказывается недостаточно и жидкий металл стекает вниз, на ещё не проваренные участки.
При сварке на спуск, электрическую дугу возбуждают при положении электрода, перпендикулярном к свариваемым кромкам. После возбуждения дуги, электрод наклоняют вниз и выполняют сварку максимально возможно короткой дугой (схема в) на рисунке). Рекомендуемый диаметр электродов 4-5мм, сила сварочного тока 150-170А.
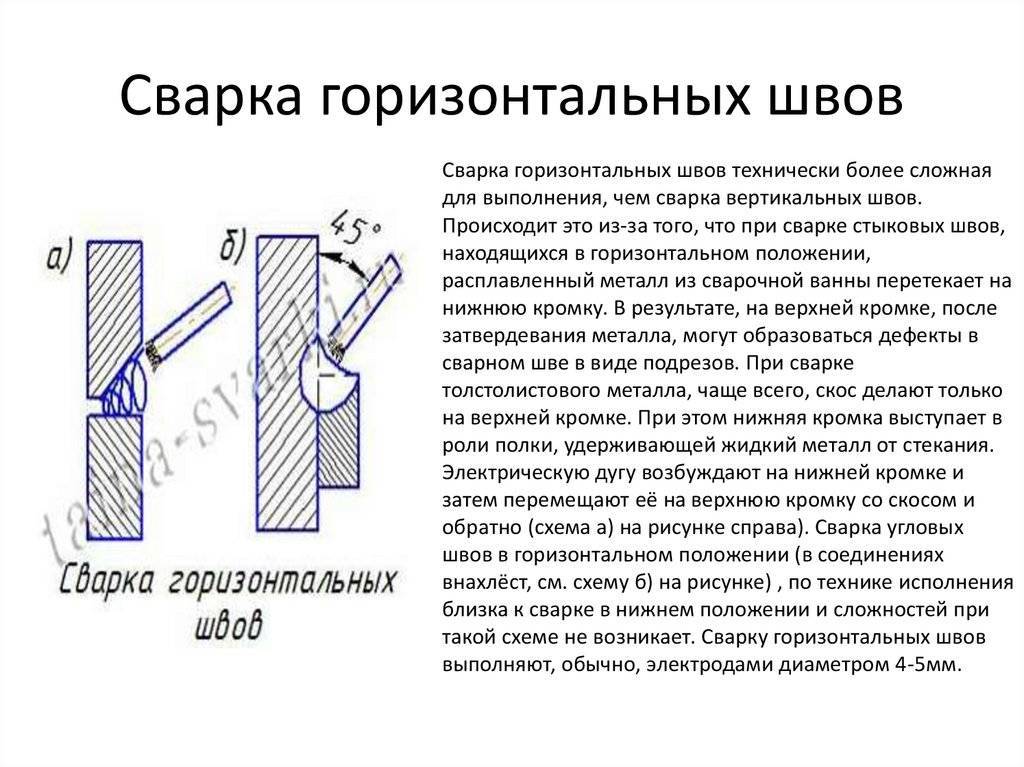
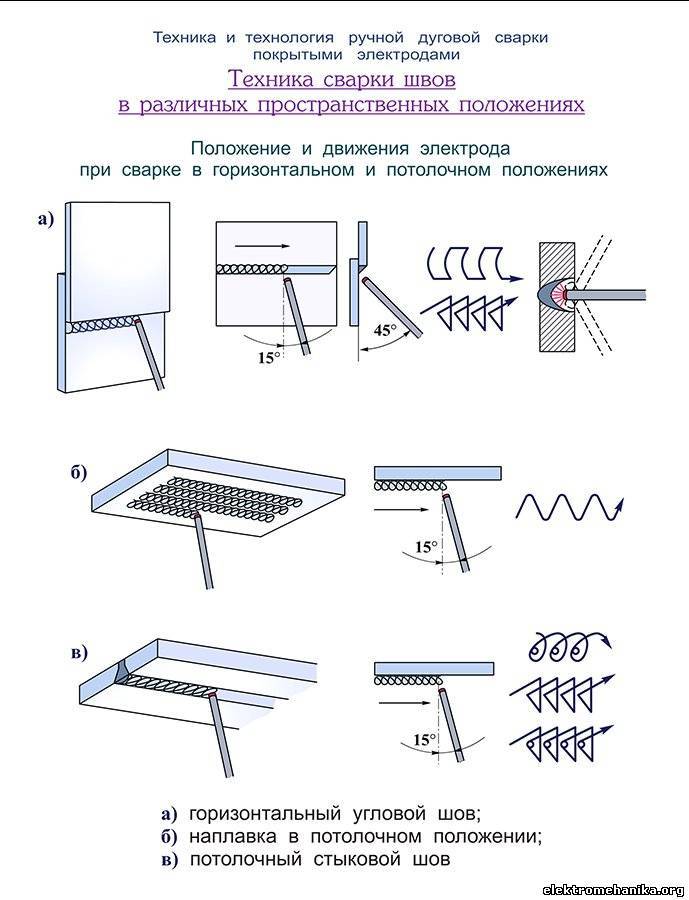
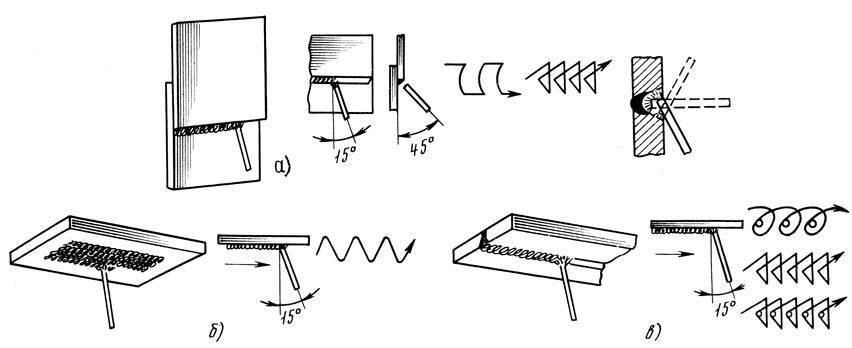
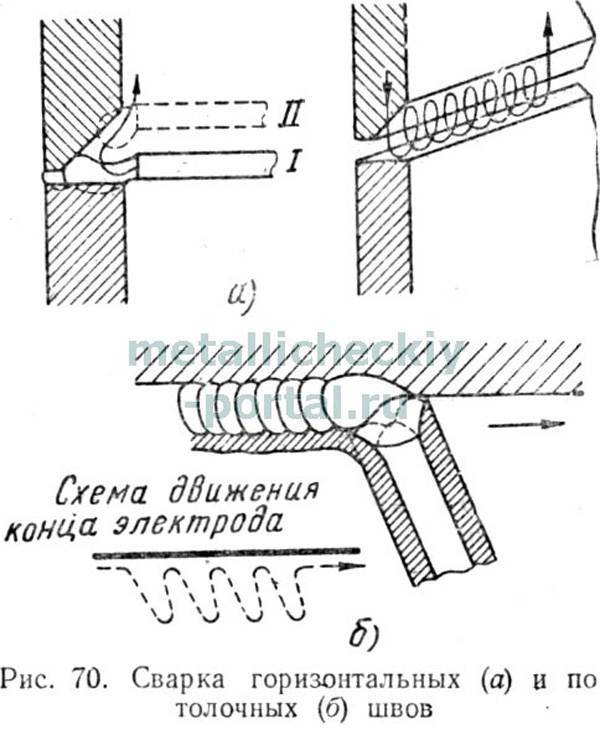
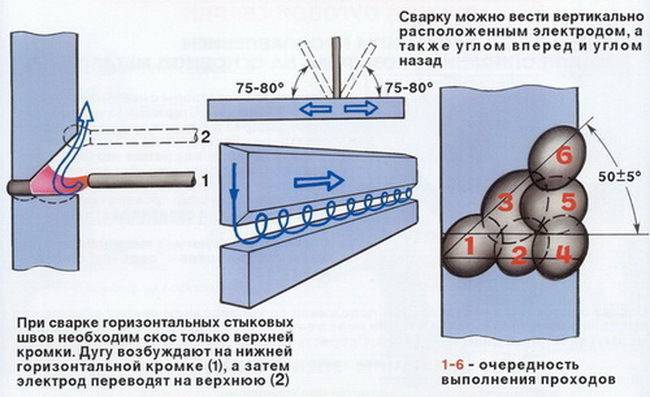
Сварка горизонтальных швов
Сварка горизонтальных швов технически более сложная для выполнения, чем сварка вертикальных швов. Происходит это из-за того, что при сварке стыковых швов, находящихся в горизонтальном положении, расплавленный металл из сварочной ванны перетекает на нижнюю кромку. В результате, на верхней кромке, после затвердевания металла, могут образоваться дефекты в сварном шве в виде подрезов. При сварке толстолистового металла, чаще всего, скос делают только на верхней кромке. При этом нижняя кромка выступает в роли полки, удерживающей жидкий металл от стекания. Электрическую дугу возбуждают на нижней кромке и затем перемещают её на верхнюю кромку со скосом и обратно (схема а) на рисунке справа).
Сварка угловых швов в горизонтальном положении (в соединениях внахлёст, см. схему б) на рисунке) , по технике исполнения близка к сварке в нижнем положении и сложностей при такой схеме не возникает. Сварку горизонтальных швов выполняют, обычно, электродами диаметром 4-5мм.
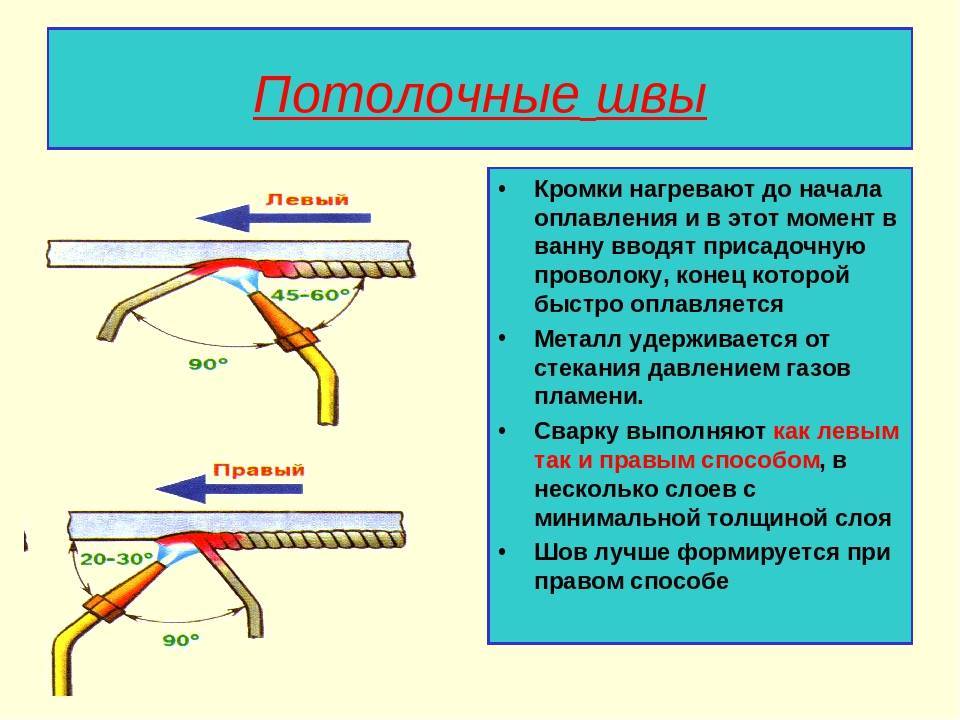
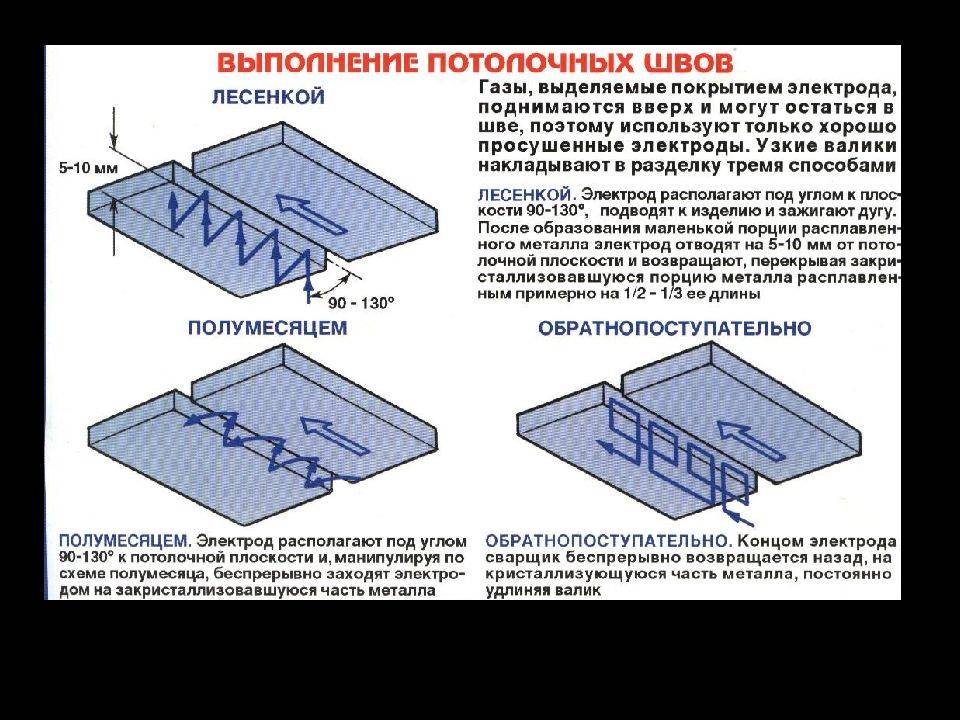
Сварка потолочных швов
Сварка потолочных швов требует от сварщика высокой квалификации т.к. сварка в потолочном положении является наиболее сложной для исполнения. Её рекомендуется выполнять, периодически замыкая электрод на свариваемый металл. В промежутках между замыканиями, жидкий металл успевает частично кристаллизоваться, что позволяет уменьшить объём сварочной ванны.
Виды сварочных соединений
Электродуговая сварка труб позволяет выполнить следующие виды соединения:
- встык – трубы расположены друг против друга;
- втавр – трубы расположены перпендикулярно;
- внахлест;
- угловая сварка.
Потолочный шов
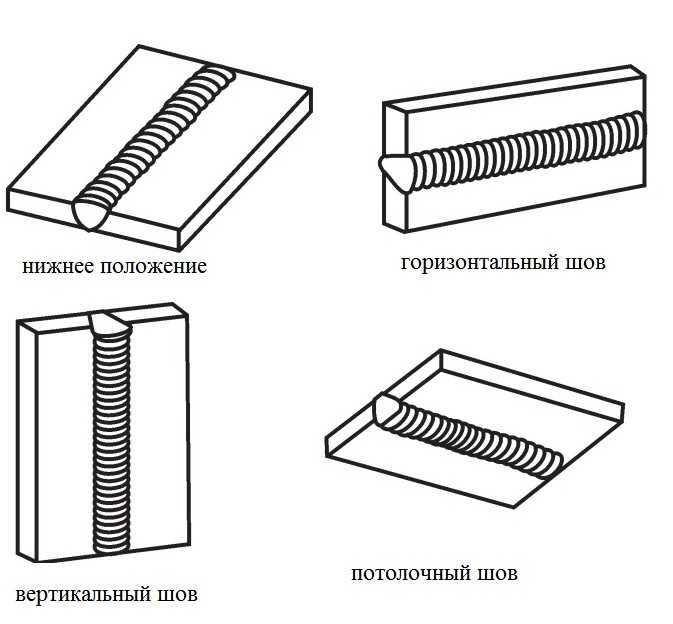
Швы могут быть: вертикальными, горизонтальными, нижними и потолочными. Наиболее распространенным и удобным считается нижний шов. В этом случае электрод располагается сверху.
Горизонтальное расположение шва применяется, когда трубы установлены в вертикальном положении. Если трубы установлены горизонтально, то в этом случае будет вертикальный шов. А потолочный шов получается, когда электрод находится снизу свариваемых труб, то есть над головой специалиста, который производит сварку.
Стальные трубы, в большинстве случаев, свариваются встык. При этом обязательно нужно проваривать кромки трубы по всей толщине.
Для уменьшения наплывов металла во внутренних стенках трубы угол, под которым располагается электрод, должен составлять не больше 45 градусов относительно горизонтальной поверхности.
При сварке встык и втавр стыковых соединений трубы малого диаметра применяются электроды 2 или 3 миллиметра толщиной типа Э-42. Сила электрического тока при этом следует установить от 80 до 110 ампер.
При сварке внахлест применяются такие же электроды, а сила тока должна быть 120 ампер. Высота шва в обоих случаях должна составить 3 миллиметра.
Схема движения электрода при сварке внахлест
Сварка квадратных труб производится в таком же порядке, что и круглых изделий. При этом требуется жесткий крепеж концов свариваемой трубы, чтобы от сильного нагрева соединяемые детали не повело. Рекомендуется нагревать не по кругу, а равномерно. Сначала свариваются вертикальные точки, затем горизонтальные. То есть нагрев должен происходить с разных частей квадрата. Освобождать детали от крепежа нужно только при полном остывании.
Перед началом сварки труб следует сделать подготовку:
- тщательно очистить трубы от ржавчины, грязи и частичек грунта;
- обрезать или выправить деформированные концы труб;
- очистить на расстоянии 10 миллиметров поверхности трубы внутри и снаружи до металлического блеска.
От качества выполнения данных работ зависит надежность соединения труб.
Как правильно сваривать трубы
Сваривать концы труб следует, непрерывно ведя электрод до окончательного приваривания стыка. Электродуговая сварка поворотных и неповоротных стыков выполняется в несколько слоев и зависит от толщины стенок свариваемых труб.
Толщина стенок (мм) | Количество слоев сварки |
До 6 | Два и более |
От 6 до 12 | Три |
Больше 19 | четыре |
Первый слой является самым важным, потому что он обеспечивает полную сварку корня стыка. При сварке труб с толщиной стенки больше 8 миллиметров первый слой накладывается ступенчато, а следующие сплошной сваркой.



Стык по кругу необходимо разбить на несколько участков. Сваривать необходимо таким образом, чтобы сначала соединить точки через одну, а только потом пропущенные. Это делается для равномерного прогрева трубы.
После первого слоя необходимо тщательно осмотреть место сварки. При обнаружении каких-либо дефектов устранить их на месте и снова проварить концы труб. Второй и следующие слои нужно варить, медленно поворачивая трубу. Начало и конец слоев не должны совпадать. Завершающий слой сварки делают ровным, плавно переходя к основной части металла.
При многослойной сварке труб слои должны выполняться в обратном от предыдущего шва направлении.
Таким способом достигается высокое качество сварки металлических труб. Каждый слой сварки по окончании требуется очистить от шлака, брызг окалины для улучшения сплавления швов.
После проведения сварочных работ не нужно забывать о том, как правильно красить трубы. Данная процедура необходима для предотвращения коррозии металла. Перед покраской нужно все трубы, и особенно швы, очистить. В первую очередь, необходимо тщательно покрасить швы, а затем всю трубу за два раза.
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
По виду соединения сварные швы подразделяются на следующие:
- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения
Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для сварки металлических заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.
Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.