Подготовка к процессу
В процессе литья алюминия под давлением расплавленный металл заливают в специально подготовленные формы, нагнетая его с помощью поршня.

Процесс алюминиевого литья
Поршень, движущийся с большой скоростью, не дает возможности горячему металлу изменить запланированную форму и полностью устраняет их его массы пузырьки воздуха, обеспечивая отсутствие усадки.
Распределение горячей массы жидкого алюминия происходит стремительно, подготовленная форма заполняется очень быстро, после чего вся масса, заполнившая ее, постепенно застывает в точности повторяя установленную конфигурацию детали.
При изготовлении элементов с полостями используются машины, оснащенные специальными поршнями, обеспечивающими проникновение внутрь заполненной формы.
Процесс литья под давлением алюминиевых сплавов получил широкое распространение, а изготовленные таким образом детали, пользуются огромным спросом благодаря высоким показателям ковкости и пластичности исходного материала.
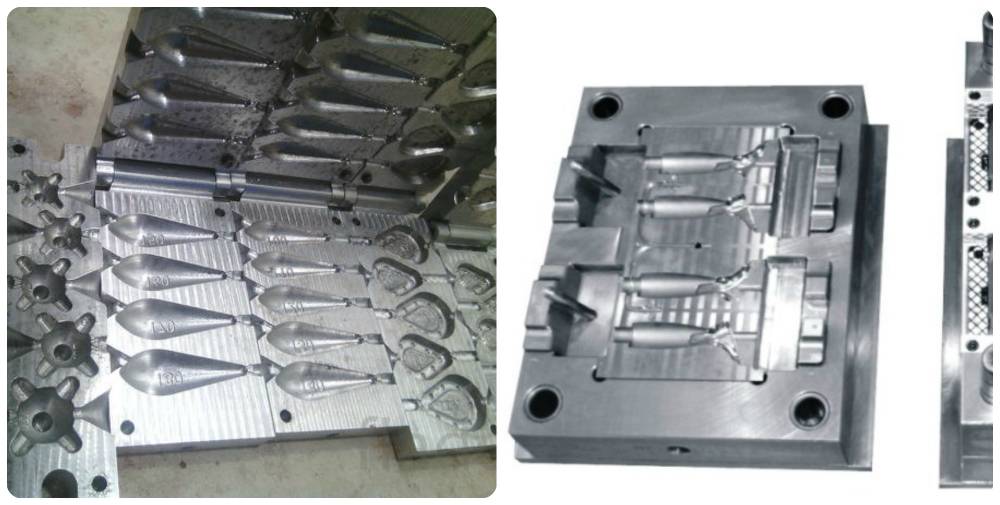
Во время работы используют так называемые пресс-формы, в которых и осуществляется процесс литья алюминия под давлением.
Этап первый
Сломанный насос делим на две секции с помощью пластилина. Для этого нам понадобятся перегородки из пластилина, они используются для разделения патрубков на две части. Лишний пластилин на стыке детали убираем ножиком.


Форма, которую мы будет делать, состоит из трех секций. Прежде чем заполнить первую секцию смесью, смажем ее разделителем. Разделитель можно сделать из подсолнечного масла и стеарина. Теперь переходим к конструктору. Все пустые места в конструкторе залепим пластилином.

Перегородки из пластилина на насосе прикрепим к бортикам конструктора. Необходимо, чтобы конструкция была герметична, иначе смесь может вытечь за пределы конструктора. В таком случае придется все начинать сначала.

Готовим саму смесь. Размешиваем в емкости гипс и песок в пропорции 1:1. Песок можно использовать речной или кварцевый, оба варианта подойдут. Гипс мы взяли марки Г- 16, это обычный художественный гипс для скульптур. Добавляем воду до тех пор, пока не получится довольно густая текущая смесь, напоминающая нежирную сметану. Первую секцию конструкции зальем смесью, постучим по бортикам конструктора, для равномерного распределения смеси и подождем затвердевания.

Прежде чем начать заливать вторую секцию, необходимо убрать пластилиновую перегородку. Теперь патрубки насоса разделим перегородками. Не забудем смазать разделителем деталь и перегородки.

Зальем следующую вторую секцию смесью, также постучим по стенкам конструктора, для равномерного распределения. Разберем опалубку из конструктора. В получившемся изделии сделаем пару отверстий, с помощью сверла 10 миллиметров. Это своеобразные замки, не дающие сместиться секции номер три относительно первой и второй.

Соединим две получившиеся формы, вставим заготовку. Восстановим опалубку из конструктора. В данном вопросе конструктор незаменимая вещь, из него можно создать любую форму. Смажем разделителем форму. Прибавим сверху один ряд конструктора. Это будет заготовка для третьей секции.

Все мы закончили с заливкой формы. Теперь необходимо очень аккуратно разобрать конструкцию.

Соберем снова первую и вторую секцию и отметим место для литья. Для этого нужно просверлить отверстие диаметром 15 миллиметров. Этого будет достаточно.

Теперь нужно собрать все три формы вместе и скрепить их проволокой.
Изготовление форм для литья
В домашнем производстве невыгодно использовать промышленные пресс-формы для литья алюминия. Процесс получится сложным и дорогим, да и сами приборы занимают очень много места.
Для того чтобы алюминий принял нужную форму, можно прибегнуть к использованию земли или изготовлению формы самостоятельно. Под первым вариантом предполагается, что пользователь должен вырыть яму определенно формы, в которую и будет производиться заливка алюминия.
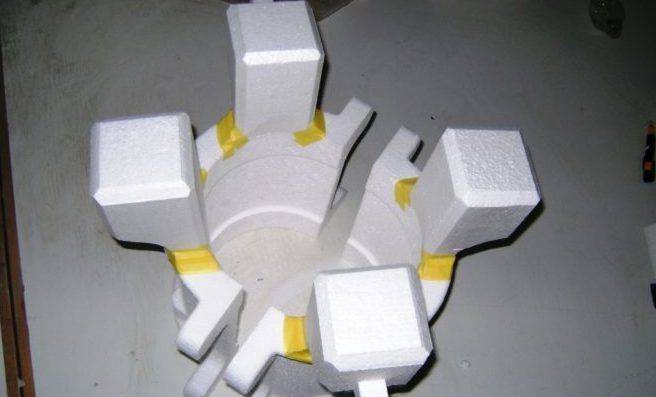
Но мы пойдем другим путем и изготовим формы своими руками. Для этого можно использовать пенопласт, из которого просто вырезается нужная форма. Литье алюминия в пенопласт является безопасным и эффективным.
Литье алюминия по газифицируемым моделям
А также можно использовать гипс или цемент, но использование второго способа нецелесообразно, так как форма будет иметь только прямоугольный вид. При помощи гипса можно создать любую конфигурацию.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Ответы
Какие есть соображения или опыт. Как аккуратно не поломав гипсовую форму достать пластиковую деталь.
пластиковая деталь это мастер-модель, ее надо вынуть что бы залить в гипс уже алюминий
Понял. Протупил. Прошу прощения.









а много копий надо или 1 и все? если много то с мастер копии проще снять силиконовую форму и в нее отливать воск или парафин. а далее по вашей схеме.
то литье в форму по печатной модели что я видел — чел модель из ПЛА делал и выжигал с предварительным продувом формы.
Постоянно отливаем формы из гипса.Правда под заливку глиняного шликера.Но суть похожа. Снимаем и с пластика.Очень нравится снимать гипс с ПЛА. Просто прогрев форму в духовке до примерно 100 градусов.Пластик становится пластичным и легко вынимается.При этом ничем не смазываем! По сложности зачастую сложнее чем ваша. ) Вот наши работы. https://www.livemaster.ru/keramyka?view=profile
Почему у вас не получается. Причина мне видится в гипсе.Какой гипс используете? Подойдёт ГВВС16 или прочнее..Никакие гипсовые шпаклёвки из строительных магазинов не подходят!

Продукция, формируемая путем заливания жидкого сплава в литейную форму, в которой происходит застывание, называется отливка. Она может представлять собой готовое изделие или требовать дополнительной обработки.
Отливки бывают таких видов:
- полуфабрикаты, которые нуждаются в последующей обработке;
- слитки, обрабатываемые под давлением;
- отливки, формируемые с помощью резания;
- продукция, не требующая никакой дополнительной обработки, кроме очищения или покраски.
Для получения отливок используют металл и разный исходный материал для сплава: воск, песок, цемент, пластмассу и другие. Приблизительно восемьдесят процентов отливок получают путем литья алюминия в формы из песка и гипса. Но такая продукция всегда требует дополнительных этапов обработки перед отправлением к заказчику.
Способы создания формы для литья алюминия
Одной из основных задач домашнего плавления алюминия является подготовка формы, в которую сливается расплавленный металл. Существуют разные варианты заливки алюминиевого расплава. Основными являются открытый и закрытый способ литья.
Открытый способ литья
Самый простой – это слив жидкого металла в подручную форму, например металлическую кружку или банку из-под консервов.

После застывания сплава болванку из емкости достают. Чтобы облегчить этот процесс, производят простукивание по неостывшей до конца форме.
Закрытая форма
При необходимости получения сложной отливки сначала изготавливают для нее форму, соответствующую всем параметрам детали. Чтобы обеспечить четкое соответствие изделия заданным параметрам, ее изготавливают из составных формовочных частей.

Литейная оснастка для литья металлов и сплавов
Требования к литейной форме Технологии литья Модельная оснастка Литье в песчаные формы Литье в кокиль Литье под давлением Литье по выплавляемым моделям
Литейное производство — одна из отраслей металлургии, специализирующаяся на переработке металлов и их сплавов, в частности, изготовлением деталей различных конфигураций методом заливки расплавленного металла в специальную форму, под принудительным давлением или естественным путем, с последующим охлаждением до застывания в форме нужной отливки — готового изделия или заготовки. В случае необходимости отливка затем подвергается механической обработке, для большей точности размеров либо уменьшения шероховатости поверхности. Таким образом, основная цель литейного производства – изготовление отливок, максимально соответствующих по форме и размерам конечному изделию.
Для получения качественных отливок на производстве используется специальная литейная оснастка — литейные формы, и от качества их исполнения и особенностей конструкции в большой степени зависит не только качество конечного изделия, но и трудозатраты на производство.
На производстве к качественной литейной форме предъявляют ряд требований, основные из них:
- прочность (выдерживать нагрузки)
- податливость (при усадке отливки уменьшаться в объеме)
- газопроницаемость (при эксплуатации в литейной форме образуются газы)
- огнеупорность (не поддаваться воздействию расплавленного металла)
По степени участия непосредственно в процессе литья литейная оснастка подразделяется на формообразующую (основную) и универсальную (вспомогательную). По количеству возможных заливок литейные формы бывают разовые и многократные, также есть подразделение форм по материалу, из которого они изготовлены (песчаные, металлические и т.д.).
- литейные формы из металлов – чугуна и стали – выдерживают большое количество заливок, сотни и тысячи, поэтому относятся к многократным.
- песчаные формы и формы по выплавляемым моделям эксплуатируются с помощью приспособлений – моделей, они являются разовыми, а сам процесс производства таких форм называется «формовка». С помощью модели оформляют внутренние рабочие поверхности в песчаной литейной форме, они заполняются расплавленным металлом и формируют отливку.
Весь комплект приспособлений, необходимых для производства отливок, и представляет из себя литейную оснастку, а часть оснастки, необходимая для формирования рабочей полости в литейной форме при формовке – модельный комплект.
Изделия, полученные на литейном производстве из тугоплавких сплавов, необходимы в таких отраслях, как авиастроение, приборостроение, ракетостроение, судостроение, радиоэлектроника и атомная энергетика, а из коррозионно-стойких и жаропрочных сплавов – в химической промышленности. На сегодняшний день от 50% до 95% деталей промышленного оборудования изготавливается именно методом литья.
В современном литейном производстве широко применяется около пятидесяти технологий литья, наиболее часто используются:
- литье под давлением
- литье в песчаные формы
- литье по выплавляемым моделям
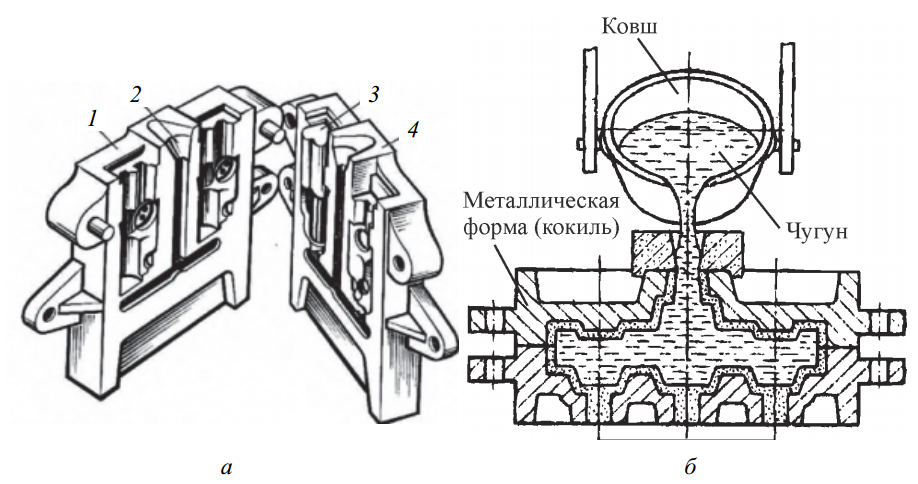
- литье в металлические формы или кокиля
- литье под низким давлением
- литье в оболочковые формы
- центробежное литье и др.
Коллектив Ульяновского Приборо-Ремонтного Завода обладает богатым опытом, позволяющим проектировать и изготавливать литейную оснастку для литья цветных металлов и сплавов, а именно: литья в кокиль, литья в песчаные формы (в землю), литья под давлением, а также осуществлять полный цикл изготовления пресс-форм для литья по выплавляемым моделям.
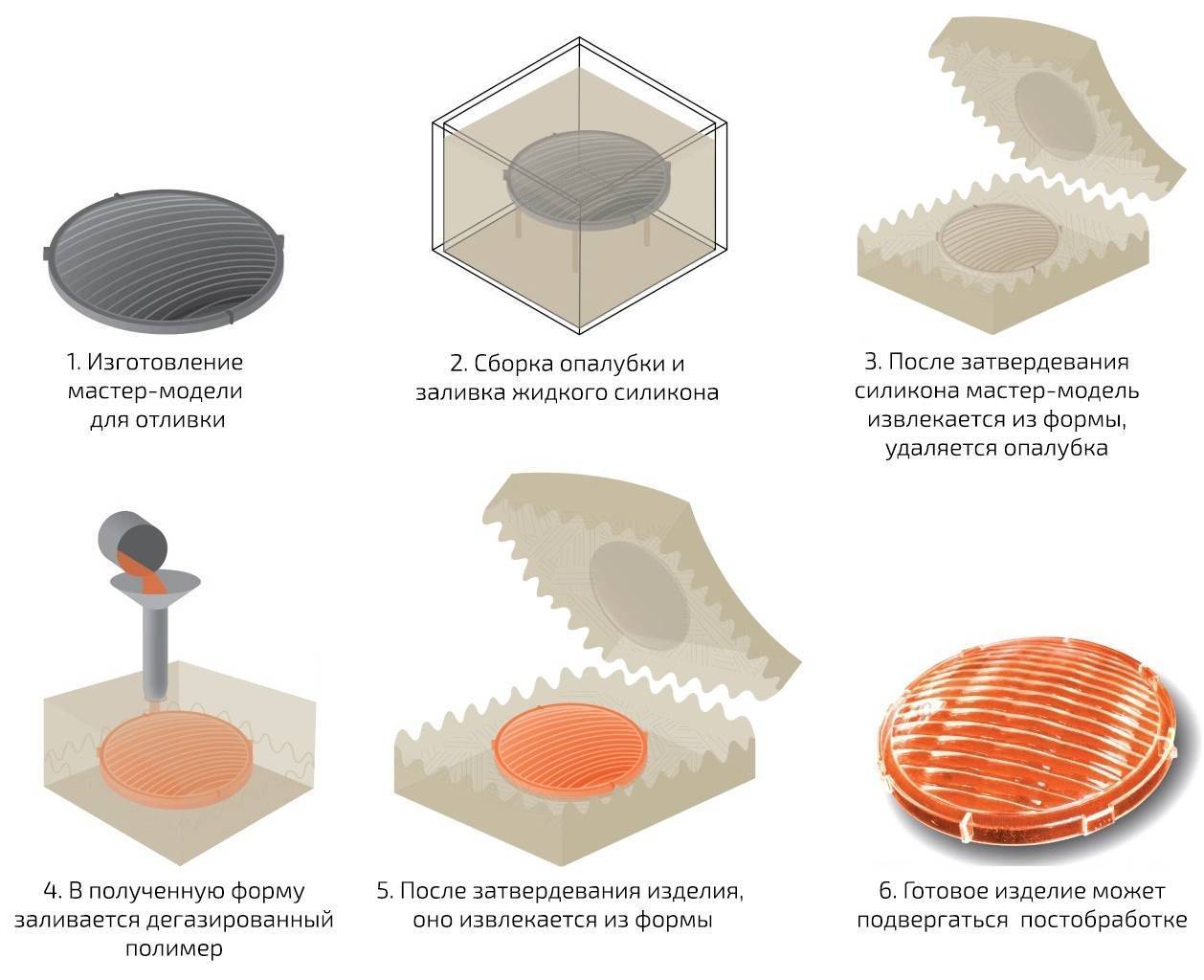
Литье по выплавляемым моделям: технология
Процесс ЛВМ включает в себя операции подготовки модельных составов, изготовления моделей отливок и литниковых систем, отделки и контроля размеров моделей, дальнейшей сборки в блоки. Модели, как правило, изготавливают из материалов, представляющих собой многокомпонентные композиции, комбинации восков (парафино-стеариновая смесь, природные твердые воски и т.д.).
При изготовлении модельных составов используется до 90 % возврата, собираемого при выплавлении восковых моделей из форм. Возврат модельного состава следует не только освежать, но и периодически регенерировать.
Изготовление моделей состоит из шести этапов:
- подготовки пресс-формы;
- введения в ее полости модельного состава;
- выдержки модели до затвердевания;
- разборки формы и извлечения модели;
- охлаждения ее до комнатной температуры.
Простые варианты
Самое простое – это изготовление грузил из свинца при помощи гипсовой или песчаной формы. Такой способ имеет ряд несомненных плюсов:
- доступность и распространенность материала;
- свинец плавится при относительно небольшой температуре – 320°С;
- простота изготовления.
Использование свинца и гипса при самостоятельной выплавке грузил имеет несколько существенных нюансов:
- при температуре около 200°С из гипса начинает активно испаряться вода, что приводит к разрушению его структуры и раскалыванию изделия;
- свинец при застывании впрессовывается в гипс, что делает практически невозможным извлечение грузила без разрушения формы;
- заготовка из гипса имеет большое количество микропор, что приводит к необходимости полировки готового изделия.
При использовании вместо гипса песка значительно упрощается процесс подготовки формы, однако повышаются требования к материалу короба, в котором будет находиться заготовка при заливке свинца, желательно использовать опору из металла. Само изделие будет несколько менее эстетичным и потребует серьезной полировки.
Как плавить алюминий в домашних условиях в разные формы
Алюминий – металл, который широко используется в промышленности и быту.
Из него производят не только детали самолетов и кораблей, но и посуду, и другие предметы утвари. Поэтому нередко возникает потребность в самостоятельном изготовлении алюминиевых деталей, вышедших из строя.
Производить из него литые изделия в кустарных условиях позволяет свойство алюминия плавиться при относительно невысоких температурах. Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
Характеристики алюминия
Температура плавления алюминия зависит от степени чистоты металла и составляет приблизительно 660 °C. Его точка кипения – 2500 °C.
Алюминий отличается своей легкостью и пластичностью, поэтому хорошо гнется и поддается обработке штамповкой.
Этот металл является отличным проводником тепла и активно вступает в химическую реакцию при высоких температурах с кислородом воздуха, образуя на поверхности окисную пленку. Она защищает алюминий от дальнейшего окисления, однако при расплавлении лома существенно отражается на составе сплава. В процессе плавки металла структура алюминия меняется.
Технологии домашнего литья алюминия и необходимое оборудование
Принцип литья алюминия в домашних условиях должен исходить из технологии его получения на производстве с поправкой на условия, которые можно использовать дома.
Алюминиевые изделия путем литья получают несколькими способами. В бытовых условиях наиболее распространенным и удобным способом является технология литья алюминиевого расплава в специально изготовленные формы.




![Литье алюминия дома под давлением [оборудование, формы]](https://stalnoy-dekor.ru/wp-content/uploads/b/0/0/b002d6d344db1e8b85683cc775a684b6.jpeg)


Поэтому для проведения процесса необходимо обеспечить две вещи:
- соорудить печь для расплавления алюминиевого лома;
- создать нужную форму для получения литого сплава или отдельной детали.
Процесс литья должен включать несколько этапов:
- Подготовка алюминиевого лома, включающая очистку от грязи, примесей и разных наполнителей, а также его измельчение до небольшого размера.
- Проведение процесса плавки запланированным способом. При полном расплавлении металла с его поверхности нужно удалить шлаковые образования.
- Заполнение приготовленной формы жидким алюминиевым расплавом. После отвердевания слиток освобождается от формовочной массы.
Рассмотрим, как плавить алюминий в домашних условиях, какие конструкции печей для расплавления металла можно использовать, а также варианты самостоятельного изготовления формы.
Самодельные печи и способы расплавления алюминия
Для того чтобы расплавить алюминий, нужно разогреть его до температуры, близкой к 660 °C. На открытом пламени костра такой температуры невозможно достичь. Поэтому необходимо закрытое пространство, которое может обеспечить самодельная печь. Нагревать ее можно с помощью сжигания угля и дров или использования природного газа.
Можно также использовать электрическую муфельную печь, если она есть в хозяйстве.
При самостоятельно изготовленной печи нужно обеспечить принудительную вентиляцию для поддержания процесса горения.
1. Самый простой вариант самодельного очага можно изготовить из старых кастрюль.
Его конструкция выполняется следующим образом:
- В качестве каркаса используют стальную емкость, например, старую кастрюлю, сбоку которой нужно проделать отверстие для подачи воздуха через подведенный металлический патрубок.
- Воздух через шланг принудительно может подаваться с помощью пылесоса.
- Внутрь устройства проводится закладка каменного угля.
- Затем уголь поджигают и подают воздух, чтобы огонь не погас.
- Емкость для расплавления алюминия предварительно ставят внутри импровизированной печной конструкции и обкладывают ее с боков углем. При его сгорании обеспечивается равномерное распределение тепла.
- Чтобы тепло не расходовалось на окружающий воздух, сверху «кастрюльную» печь следует неплотно накрыть крышкой, оставив небольшую щель для выхода дыма.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Литье в форму
Технология литья в форму, или матрицу, основана на физическом свойстве жидкости затекать в твердые емкости, заполняя все их уголки. После этого жидкость застывает и образует твердую отливку, повторяющую все детали поверхности матрицы.

Методом литья получают самые разнообразные изделия из металлов, для этого их предварительно нагревают, доводя до температуры плавления и перехода в жидкое состояние. Этот способ обработки металлов был освоен человечеством в IV-III тысячелетии до н.э. Температура плавления самых применяемых человеком металлов — от 213 °C у олова до 1538 °C у железа.
Кроме металлов, путем литья получают изделия из различных пластмасс. Их температура плавления намного ниже — в диапазоне 200-300 °C.
Самодельные печи
К печам, в которых будет расплавлен алюминий, не предъявляется практически никаких требований, нужно достичь температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огонь не обеспечивает такой температуры, именно поэтому приходится создавать закрытое пространство, разогретое до такой температуры.
Можно изготовить печь из старых кастрюль. Делается это довольно просто: нужно взять кастрюлю с проделанным сбоку отверстием для воздуха, подавать воздух (например, при помощи шланга от пылесоса), в устройство закладывается уголь и поджигается, начинается подача воздуха для удерживания пламени, емкость обкладывается углем со всех сторон и для выхода дыма немного открывается крышка.
Независимо от формовки изделия, температура во всей печи будет находиться на одинаковом уровне.
Отличным вариантом будет использование газовой горелки.
Горелка газовая
Следует знать, что такой способ возможно использовать при отливке небольших штучных изделий. Печь можно соорудить при помощи двух консервных банок, вставленных друг в друга. При таком использовании нагревается только нижняя емкость, а наружная выступает в качестве оболочки, удерживающей тепло. Конструкция может быть прикрыта крышкой для отвода продуктов горения.
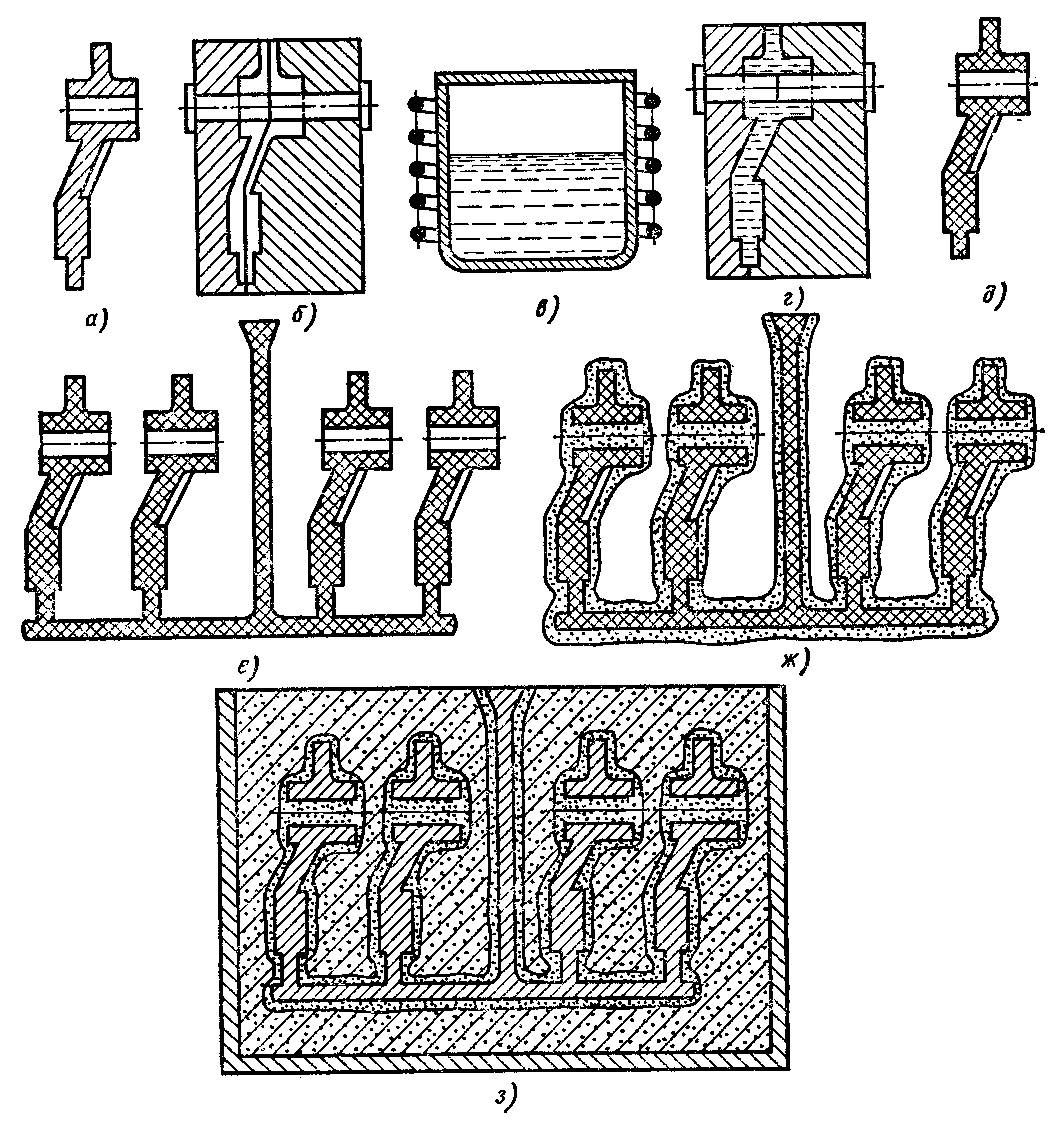
Литье по выплавляемым моделям: производство
Немного иначе проводится ЛВМ для изготовления ответственных деталей, имеющих сложную форму и (или) тонкие стенки. На отливку готового металлического изделия может уйти от недели до месяца.
Первый шаг – заполнить воском форму. На предприятиях для этого часто применяют алюминиевую изложницу (аналог рассматриваемой выше силиконовой пресс-формы) – полость, имеющую форму детали. На выходе получают восковую модель чуть больших размеров, чем конечная деталь.
Далее модель послужит основой для керамической пресс-формы. Она также должна быть чуть больше итоговой детали, так как металл после остывания сожмется. Затем, используя горячий паяльник, к восковой модели припаивают специальную литниковую систему (также из воска), по которой раскаленный металл польется в полости формы.
Материалы для литых форм
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе
Эту форму осторожно вынимают и заливают вместо нее алюминий
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.
Видео:
Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
Видео:
Типичные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать типичных ошибок. Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.
- Металл перед заливкой должен быть достаточно горячим, чтобы успеть заполнить всю форму, прежде чем начать отвердевать. Поэтому после достижения температуры расплавления с учетом быстрого остывания алюминия не надо затягивать с его разливкой в форму.
- Не рекомендуется окунать полученную отливку в холодную воду для ускорения процесса отвердевания. Это может нарушить внутреннюю структуру металла и приведет к трещинам.
Видео:





P.S. Всё, можете начинать литье в домашних условиях!
Отливка алюминия на дому
Дойти до температуры плавления, без применения специальных технологий можно разными методами. Раньше кузнецы ковали сталь и подогревали ее углем. Это первый способ, но для его выполнения потребуется печь со специальной подачей воздуха.
Второй способ — применение природного, или сжиженного газа. Процесс можно сделать в самодельной печке. Есть и иная возможность, если объемы плавления небольшие. В таком случае можно взять простую газовую плиту.
Технологический процесс
 В принципе, должна обыгрываться ситуация специального литья с оговорочкой на домашние условия. В любом случае нужно подготавливать сырье. Лом алюминия придется очистить от грязи, разных примесей, некоторых наполнителей. Большие части надо измельчить до определенного размера.
В принципе, должна обыгрываться ситуация специального литья с оговорочкой на домашние условия. В любом случае нужно подготавливать сырье. Лом алюминия придется очистить от грязи, разных примесей, некоторых наполнителей. Большие части надо измельчить до определенного размера.
Техника литья алюминия состоит из нескольких шагов. Подготовленный лом расправляют. При достижении текучей фазы с поверхности расплава стаскивается шлак. На последней фазе формочка наполняется жидким металлом. Одноразовая форма разламывается после остывания.
Предварительно надо выбрать, что предстоит отливать. Даже если это пробный вариант плавления, придется подготовить хоть какую-то форму. А вдруг получится достичь необходимой температуры? Любопытно же увидеть результат плавления и оценить свою работу: вид алюминия, его пористость и чистоту. Любой опыт, даже плохой, будет вам только в пользу.
Условия и специальное оборудование
При плавлении вторичного материала обгорает покрытие, создаются испарения, появляется дым. Работать в условиях закрытой комнаты без сильной функционирующей вытяжки проблемно. Наилучший вариант — открытое пространство.
Даже в таком случае будет нужен вспомогательный источник вентиляции. Формовочная отливка материала в пенопласт проходит с большим выделением продуктов горения
Вентилятор с боковым обдуванием какого-либо места будет убирать весь дым, что обеспечит прекрасные условия для литья своими руками.
Оборудованное и полностью продуманное в организационном смысле рабочее пространство также важно. Лучше всего иметь в качестве основания на столике листовой металл или иную поверхность, не поддающуюся большой температуре расплавленного алюминия
Вероятность брызг и проливания жидкой массы очень велика. Помните о том, что стоит задуматься о необходимости выполнения работ в условиях простого помещения.
Самодельная печка для плавления
 Легче всего взять пару огнеупорных кирпичей и сделать из них очаг. Это комфортно выполнять в определенной металлической емкости (старенькая кастрюля), которая будет взята в качестве каркаса. Сбоку создается отверстие для выведения патрубка подачи воздуха. Можно поставить подходящий отрезок трубы из металла. К отрезку подсоединят часть пылесоса, фена или другого подающего воздух устройства.
Легче всего взять пару огнеупорных кирпичей и сделать из них очаг. Это комфортно выполнять в определенной металлической емкости (старенькая кастрюля), которая будет взята в качестве каркаса. Сбоку создается отверстие для выведения патрубка подачи воздуха. Можно поставить подходящий отрезок трубы из металла. К отрезку подсоединят часть пылесоса, фена или другого подающего воздух устройства.
Внутрь заложим древесный (каменный) уголь. Разожжем огонь, и тогда, включится подача воздуха. Сосуд, где будем плавить алюминий, ставится внутрь печки. С боков он тоже обкладывается углем. Лучше всего на печку сделать крышечку, чтобы тепло не ушло напрасно, а оставить только дырку для отводов дыма.
В идеале топливник создают цельным с круглым сводом. Применяют нужные смеси для кладки жаропрочного материала и футеровки печек. Такую конструкцию точно можно сделать из старого ведра. Внутренний свод создают, применяя пластмассовые цветочные горшки нужного размера. Внутрь массы для армирования можно вставить металлическую сеточку. После застывания смеси выйдет прекрасная печка, которая сможет выдержать не одну плавку и отливку форм. Не так-то и сложно заниматься литьем алюминия и делать формы, если немного потренироваться. Главное, это работать и не запрещать себе экспериментировать из-за страха.
Общие сведения
Технология литья серебра
В заводских условиях для литья серебра используются индустриальные технологии и дорогостоящее оборудование. Это требует дополнительного использования редки и довольно опасных компонентов, а так же значительного количества электроэнергии. Но традиционные технологии, которые известны человечеству уже более нескольких тысячелетий отлично подходят для литья металла в условиях мастерских или дома. Самая распространенная технология – это литье по выплавляемым моделям, литье с помощью специального воска для моделирования, в качестве формы могут выступать глиняно-песчаные смеси или гипс.
Серебро для создания украшений можно купить в банках или в ювелирных магазинах в виде слитка металла. В этом случае будут вы точно будете уверены в его составе и выбранной пробе металла. Можно использовать и старые изделия из серебра – ложки, ювелирные изделия, но в этом случае дополнительно придется провести очистку материала от примесей других металлов, это может быть свинец, медь или что-то еще. Очистку проводят путем плавки металла в тигле с добавлением соды, буры и селитры. Селитра имеет свойство окисления и связывания неблагородных металлов. Бура и сода переводят окисленные и связанные металлы в состояние жидкого шлака, а серебро остается на дне в виде слитка.
Техника безопасности
При отливке грузил на открытом огне следует соблюдать требования пожарной безопасности. Держите по близости воду, чтобы затушить потенциальный очаг возгорания. НИ В КОЕМ случае не лейте её в ёмкость со свинцом.
 Помещение должно быть хорошо проветриваемым, в идеале — иметь вытяжку. Процесс плавки не стоит оставлять без присмотра, но нужно подобрать плотную одежду. Обязательны длинные рукава и перчатки, чтобы защитить руки от ожогов, если свинец брызнет.
Помещение должно быть хорошо проветриваемым, в идеале — иметь вытяжку. Процесс плавки не стоит оставлять без присмотра, но нужно подобрать плотную одежду. Обязательны длинные рукава и перчатки, чтобы защитить руки от ожогов, если свинец брызнет.
Убедитесь, что рядом с плитой, костром или электротигелем нет горючих веществ и легковоспламеняющихся предметов. Особенно это относится к одежде. Кроме того, из неё очень сложно вывести химический запах свинца.