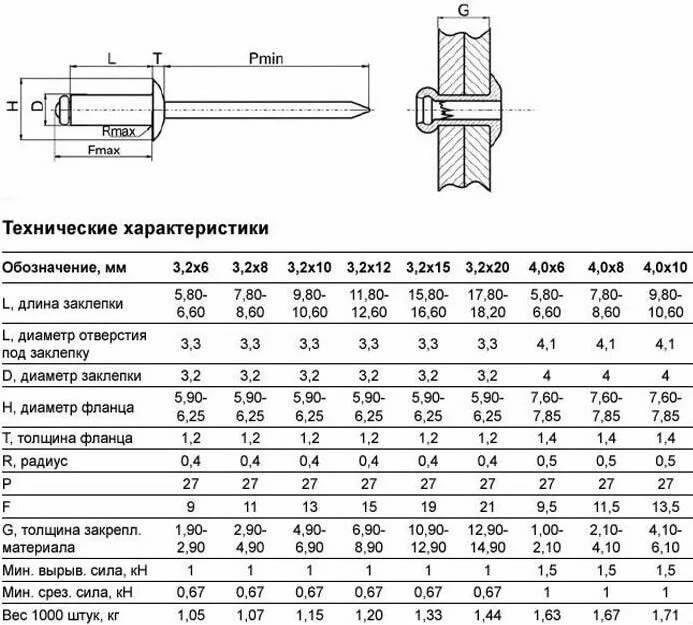
Расчёт толщины
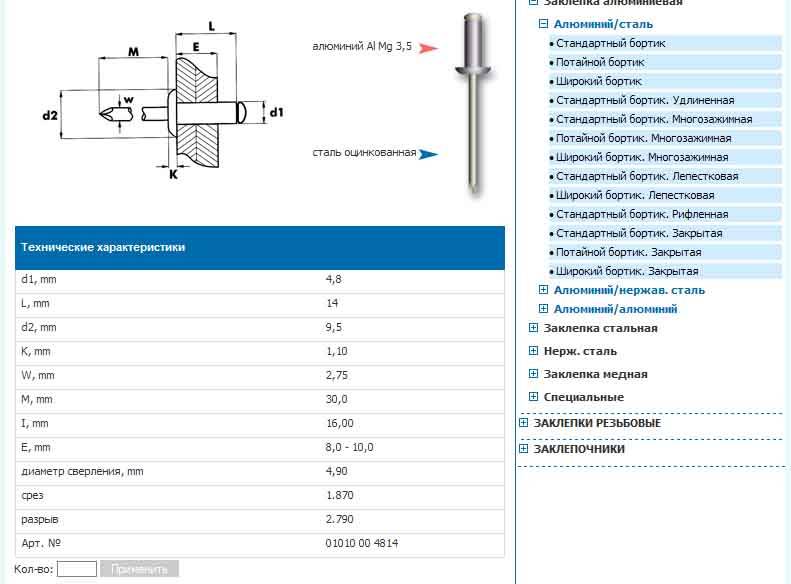
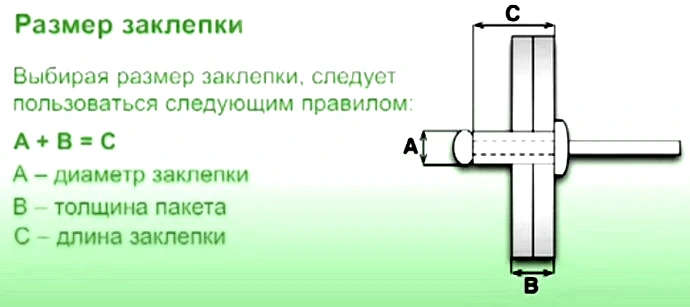
У нас в таблице есть длина тела. Но так ли просто подобрать метиз для соединения материалов? Если ориентироваться только на значения в колонке «L», мы допустим ошибку. Ведь нужно учитывать, что втулка при протяжке стержня сильно расширяется на конце. Этот процесс отнимает заветные миллиметры. Поэтому есть формула:
Здесь L1 – фактическая «полезная» длина, S – сумма толщины материалов для соединения, D – диаметр тела.
Допустим, нам нужно приклепать к железу толщиной 6 мм табличку с аналогичным показателем, равным 3 мм. Итого 9
мм. По логике вещей, подойдёт метиз2,4×10 (третья строчка сверху в таблице). Но посчитаем по формуле:
Получается, что нужна заклёпка, как минимум заклёпка 3,2×12 с длиной тела 11,80-12,60 мм.
Для удобства дадим таблицу подбора с готовыми расчётами:
| Диаметр гильзы, мм | Длина гильзы, мм | Толщина материалов, мм |
| 2,4 | 4 | 0,5 — 2,0 |
| 6 | 2,0 — 4,0 | |
| 8 | 4,0 — 6,0 | |
| 10 | 6,0 — 8,0 | |
| 12 | 8,0 — 10,0 | |
| 3 | 4 | 0,5 — 1,5 |
| 5 | 0,5 — 2,5 | |
| 6 | 1,5 — 3,5 | |
| 7 | 1,5 — 4,5 | |
| 8 | 3,5 — 5,5 | |
| 10 | 5,5 — 7,0 | |
| 12 | 7,0 — 9,0 | |
| 14 | 9,0 — 11,0 | |
| 16 | 11,0 — 13,0 | |
| 18 | 13,0 — 15,0 | |
| 3,2 | 4 | 0,5 — 1,5 |
| 5 | 0,5 — 2,5 | |
| 6 | 1,5 — 3,5 | |
| 8 | 3,5 — 5,5 | |
| 10 | 5,5 — 7,0 | |
| 12 | 7,0 — 9,0 | |
| 15 | 9,0 — 12,0 | |
| 18 | 12,0 — 15,0 | |
| 20 | 15,0 — 17,0 | |
| 4 | 5 | 0,5 — 2,5 |
| 6 | 1,5 — 3,0 | |
| 7 | 3,0 — 4,5 | |
| 8 | 3,0 — 5,0 | |
| 10 | 5,0 — 6,5 | |
| 12 | 6,5 — 8,5 | |
| 14 | 8,5 — 10,5 | |
| 16 | 10,5 — 12,5 | |
| 18 | 12,5 — 14,5 | |
| 20 | 14,5 — 16,5 | |
| 25 | 16,5 — 21,5 | |
| 30 | 21,5 — 26,0 | |
| 4,8 | 6 | 0,5 — 3,0 |
| 8 | 3,0 — 4,5 | |
| 10 | 4,5 — 6,0 | |
| 12 | 6,0 — 8,0 | |
| 14 | 8,0 — 10,0 | |
| 16 | 10,0 — 12,0 | |
| 18 | 12,0 — 14,0 | |
| 21 | 14,0 — 17,0 | |
| 24 | 17,0 — 20,0 | |
| 27 | 20,0 — 23,0 | |
| 30 | 23,0 — 25,0 | |
| 32 | 25,0 — 27,0 | |
| 35 | 27,0 — 30,0 | |
| 40 | 30,0 — 35,0 | |
| 45 | 35,0 — 40,0 | |
| 50 | 40,0 — 45,0 | |
| 5 | 6 | 0,5 — 3,0 |
| 8 | 3,0 — 4,5 | |
| 10 | 4,5 — 6,0 | |
| 12 | 6,0 — 8,0 | |
| 14 | 8,0 — 10,0 | |
| 16 | 10,0 — 12,0 | |
| 18 | 12,0 — 14,0 | |
| 20 | 14,0 — 16,0 | |
| 25 | 16,0 — 21,0 | |
| 30 | 21,0 — 25,0 | |
| 35 | 25,0 — 30,0 | |
| 40 | 30,0 — 35,0 | |
| 45 | 35,0 — 40,0 | |
| 50 | 40,0 — 45,0 | |
| 6 | 8 | 2,0 — 4,0 |
| 10 | 4,0 — 6,0 | |
| 12 | 6,0 — 8,0 | |
| 14 | 8,0 — 10,0 | |
| 16 | 10,0 — 11,0 | |
| 18 | 11,0 — 13,0 | |
| 20 | 13,0 — 15,0 | |
| 25 | 15,0 — 20,0 | |
| 30 | 20,0 — 24,0 | |
| 35 | 24,0 — 29,0 | |
| 6,4 | 12 | 2,0 — 6,0 |
| 15 | 6,0 — 9,0 | |
| 18 | 9,0 — 12,0 | |
| 22 | 12,0 — 16,0 | |
| 26 | 16,0 — 20,0 | |
| 30 | 20,0 — 24,0 | |
| 35 | 24,0 — 29,0 | |
| 50 | 29,0 — 42,0 |
Процедура клепки
Простота выполнения – вот почему большинство домашних мастеров отдают предпочтение именно этому методу скрепления металлических листов. Заклепка, имеющая шляпку и стержень, вставляется в сквозное предварительно созданное отверстие. Головка при этом упирается в поверхность одного из скрепляемых элементов, а конец стержня выступает за пределы противоположной кромки гнезда. Эта часть крепежной детали под действием внешней силы расплющивается. В результате образуется т.н. замыкающая головка, которая:
- препятствует свободному извлечению заклепки из монтажного отверстия;
- обеспечивает надежное скрепление элементов
Виды заклепок
Заклепки для работы вручную
Один из простейших и активно используемых видов заклепок, чаще всего применяемый для тех соединений, которые в дальнейшем не будут разбираться.
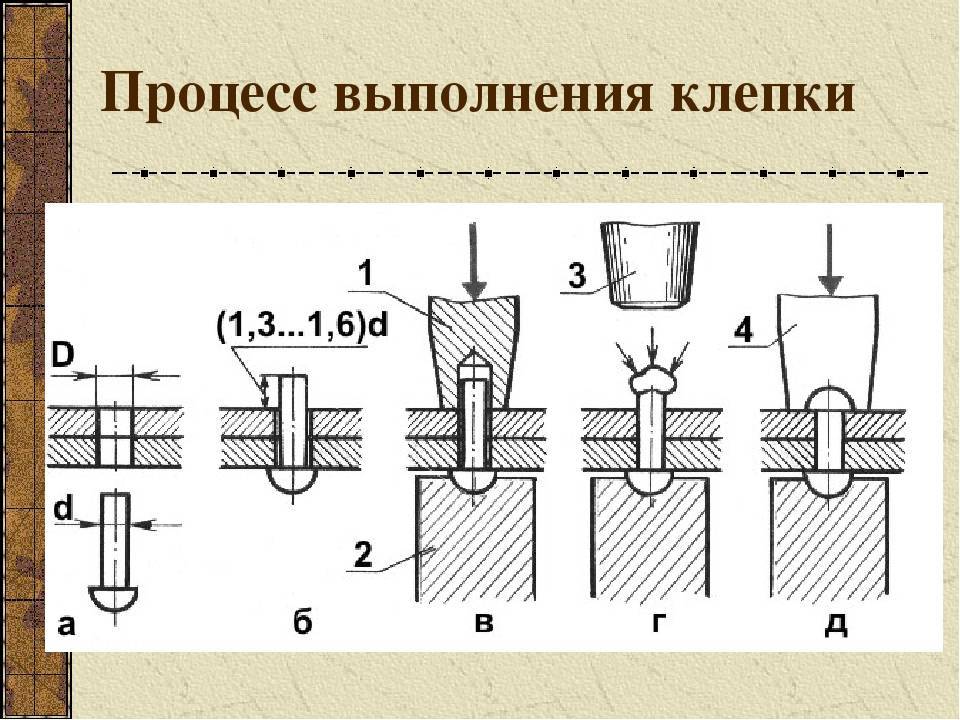
Процесс клепки:
- Создается отверстие, куда помещается заклепка.
- В углублении размещается головка заклёпки.
- С помощью молотка поверхности плотно прижимаются.
- Вторая головка развальцовывается круговыми ударами инструмента, придается нужная форма.
Виды клепок (по форме головок):
- с выпуклой головкой. Диаметр 1-36 мм; длина 2-180 мм.
- с потайной головкой. Диаметр 1-36 мм; длина 2-180 мм.
Виды работ: крепление видимых пластин, тонких листов из металла и т.д.
Недостаток: необходима доступность к обеим сторонам соединяемых деталей; сложность клёпки.
Трубчатые, полутрубчатые и пистонные заклёпки
Этот вид заклёпок по причине их непрочности применяется для сочленения деталей, подвергающихся небольшим физическим нагрузкам.
Эти детали полые: трубчатые без шляпки и со сквозным отверстием; полутрубчатые наполовину полые; пистонные с тонкостенными трубками.
Процесс клепки:
- Создается отверстие, куда помещается заклепка.
- Расклепывается пуансонами.
- Соединение готово.
Недостаток: можно использовать только при небольшой физической нагрузке, необходима доступность к обеих сторон.
Закладные заклёпки
Данные заклепки выгодно отличаются от предыдущих прочностью. Это связано с тем, что в их основании после установки остается пуансон.
Процесс клёпки:
- Просверливается отверстие, куда помещается заклёпка.
- Внутрь заклёпки помещается пуансон так, чтобы он вышел и противоположной стороны.
- Расклепывается материал заклёпки.
- Формируется шляпка.
Виды работ: толстостенные конструкции с повышенной жесткостью.
Заклёпка с резьбой
Заклёпка с резьбой необходима для произведения резьбового соединения в материалах с легкой текстурой, где создание резьбы в самих деталях невозможно по причине его небольшой толщины, например, в листовой жести. Резьбовая заклёпка внутри содержит резьбу, используемую во время соединения к поверхности заклепки. Хотя ее основное применение – создавать болтовое соединение.
Процесс клепки:
- Проделывается отверстие.
- Деталь аккуратно накручивается на подготовленный для этой работы инструмент, затем располагается в созданном отверстии.
- При помощи заклёпочника заклёпка сжимается по всей длине, плотно придавливает с обеих сторон детали.
- Инструмент выворачивается.
Материал заклёпки должен быть идентичен материалу соединяемых деталей.
Виды работ: декоративная деятельность; поверхности, где крайне необходимой считается износостойкость к коррозийным процессам.
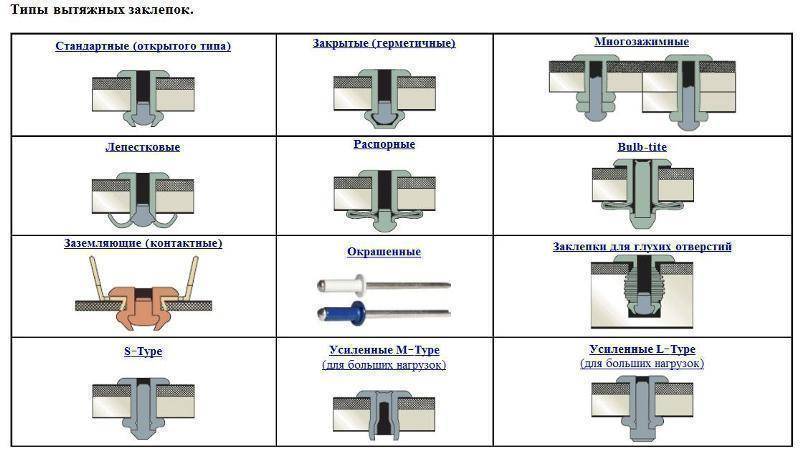
Вытяжные заклёпки
Предложенный тип заклёпок имеет широкое применение для сочленения разнообразных материалов, особенно хрупких.
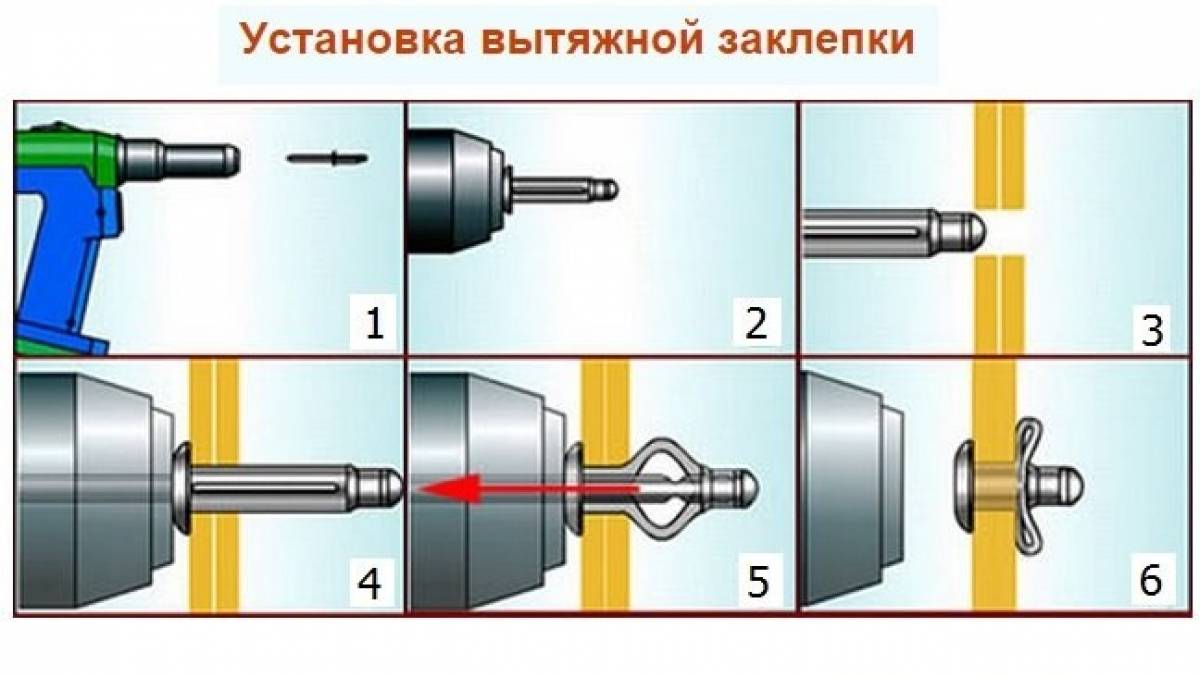
Процесс клепки:
- Создается отверстие.
- Заклепка аккуратно вставляется на специализированный инструмент, затем располагается в углубление.
- Инструмент тянет стержень, сжимает его по длине.
- Удаляется инструмент одновременно со стержнем.
Материал: алюминий, сталь, комбинированный вариант.
Виды заклепок, зависящий от формы бортика:
- Со стандартным;
- С широким;
- С потайным.
Виды работ: универсальны.
Правила техники безопасности при клепке
- Специальный молоток должен быть плотно насажен на рукоятку.
- Обжимки и бойки должны быть без трещин и выбоин.
- Работу лучше выполнять в паре, так как это облегчает и без того трудоемкий процесс.
- Вырезы на поддержки должны присутствовать в обязательном порядке, а сама поддержка должна быть тяжелее молотка в 4-5 раз.
Если при работе происходит брак, испорченную деталь срезают зубилом косяком. При необходимости пользуются не только молотком, но и кувалдой. После этого бородком выбивают стержень заклепки.
Эти этапы работы на бракованным изделием не подходят для деталей, изготовленных из тонких листов, так как срубание головки заклепки может привести к деформации детали. В данном случае уместнее будет применить метод высверливания.
Необходимо отметить, что область применения клепки с каждым годом сужается, так как совершенствуются методы сварки.Но и сегодня сфера применения достаточна широка: авиа- и судостроение, строительные конструкции, машиностроение и т.д.
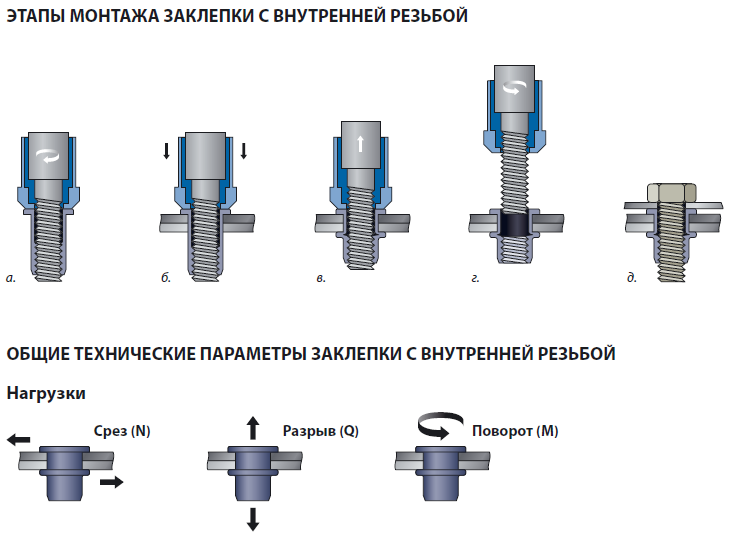
Монтаж гайки-заклепки резьбовой
Вытяжная гайка-заклепка устанавливается при помощи заклепочника методом одностороннего монтажа. Это означает, что доступ к основанию требуется только с одной стороны.
Монтаж выполняют в следующей последовательности:
- В точке установки заклепки просверливают отверстие.
- Затем выполняют его зенковку — при монтаже заклепки с потайной головкой.
- На резьбовой наконечник заклепочника навинчивают заклепку-гайку, после чего заводят ее в монтажное отверстие.
- После приведения заклепочника в действие сплющивается деформационная часть изделия, прижимая скрепляемые листы к головке с образованием плотного и надежного соединения.
- Резьбовой наконечник заклепочника вывинчивается.
Такой способ установки в сочетании с характеристиками метизов этого типа значительно сокращает расходы и уменьшает время на выполнение монтажных работ, особенно при их большом объеме.
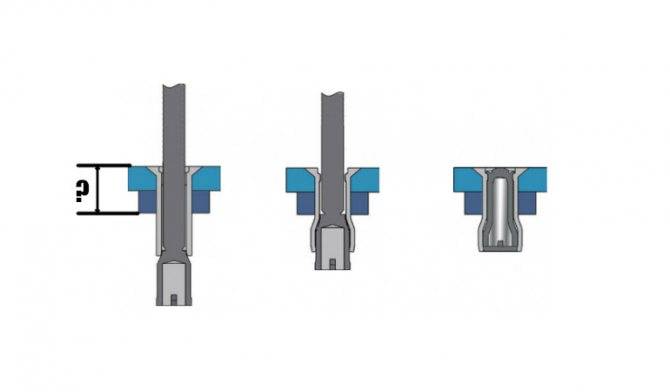
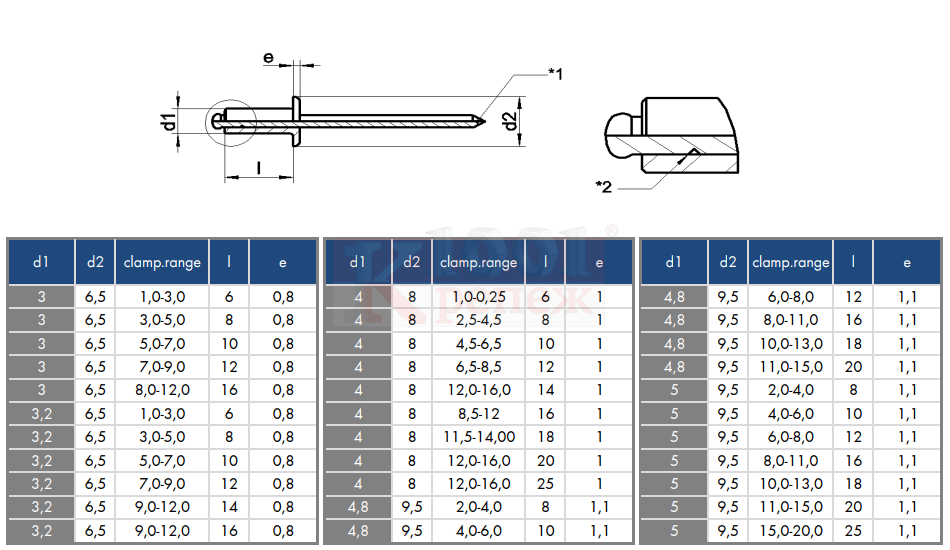
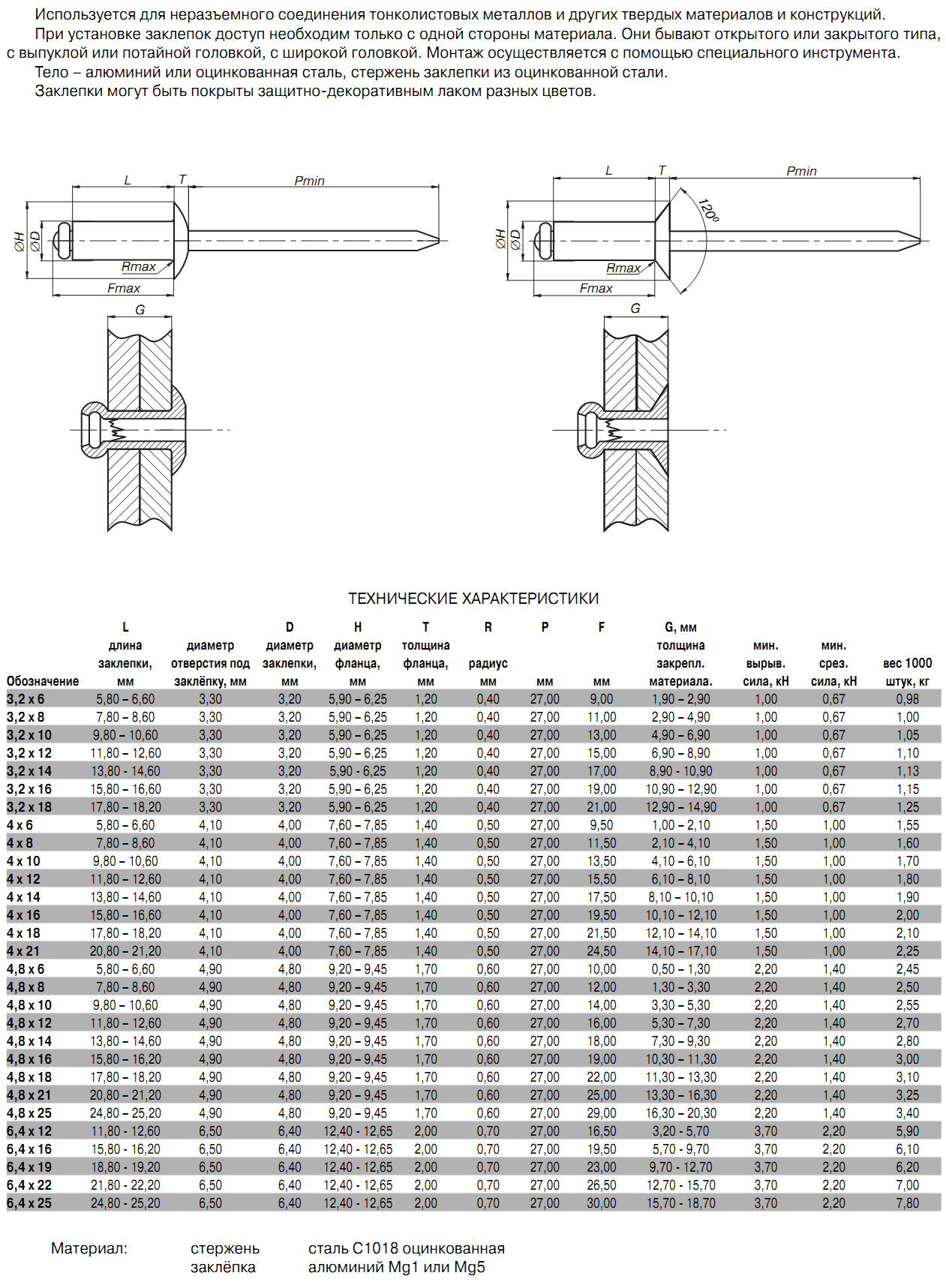
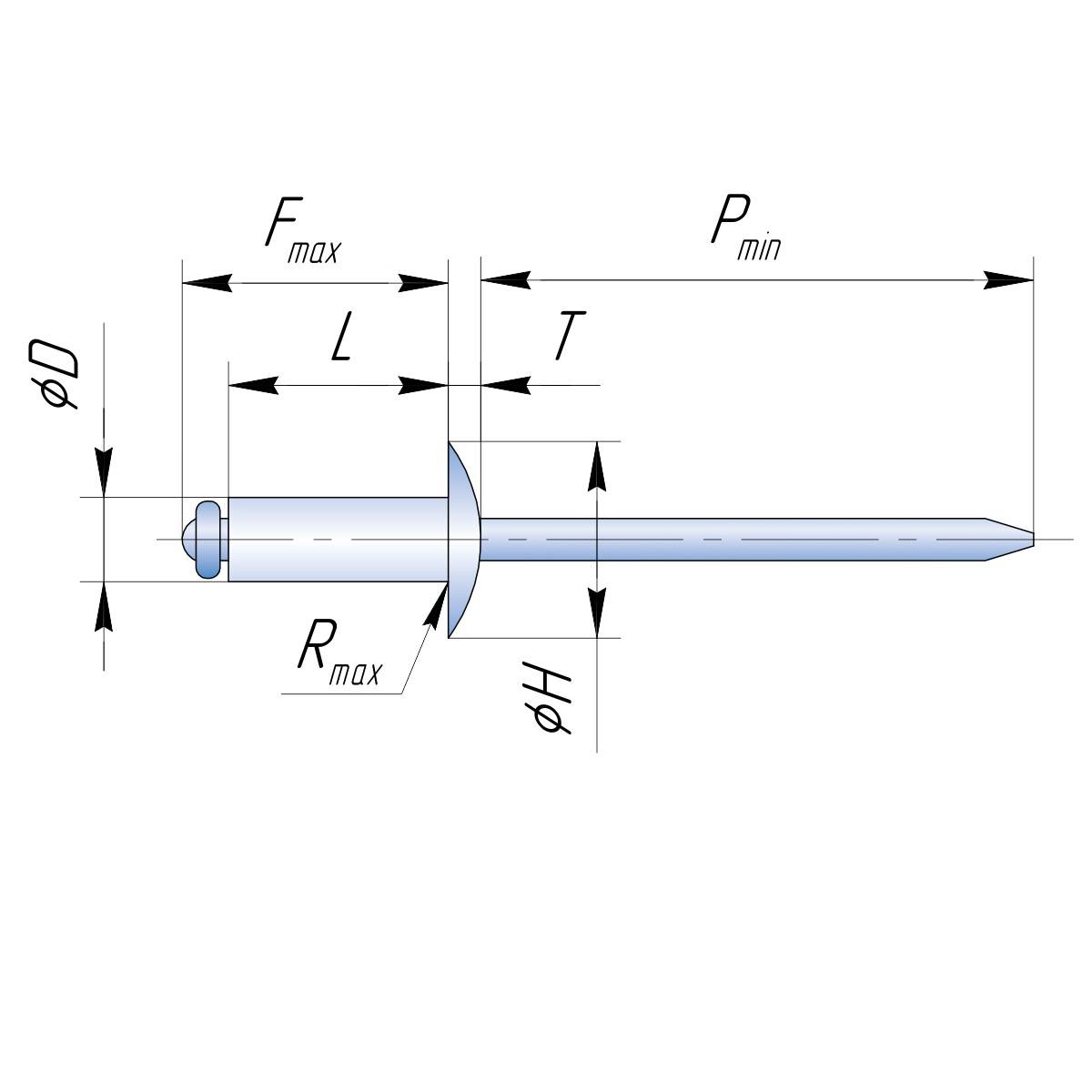
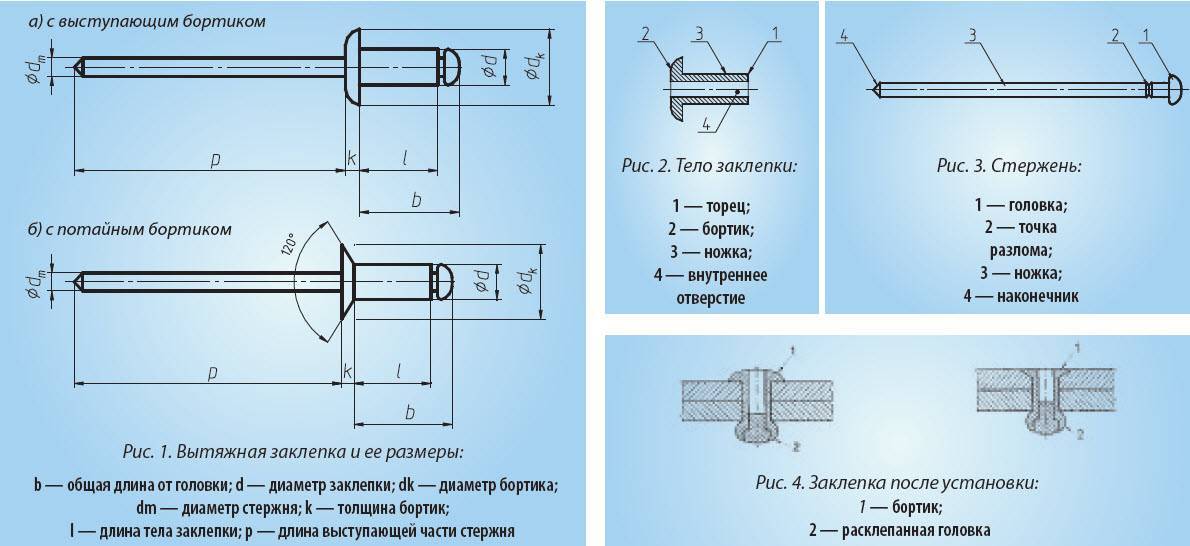
Конструкция
Конструктивно вытяжная заклепка состоит из двух элементов. Тело — полая гильза с головкой, сердечник — стержень с уширением. Головка гильзы может иметь плоское, потайное, полукруглое исполнение. Она ставится с лицевой стороны соединения, если таковое есть. Чаще всего, головка стержня выполнена в форме приплюснутой сферы. Учитывая особенности работы вытяжной заклепки, прочность материала стержня должна быть выше, чем у гильзы. Иначе, стержень разрушится раньше, чем спрессуется гильза. В качестве исходных материалов для изготовления заклепочного крепежа применяются углеродистые и нержавеющие стали, алюминиевые сплавы, медь, бронза, но прочность стержня всегда выше, чем у гильзы. Основными конструктивными размерами вытяжных заклепок являются диаметр и длина. Диаметр и материал определяют прочность скрепления, длина — какой может быть толщина соединяемых материалов. Все характеристики и размеры, минимальная и максимальная толщина соединяемых листов определяются соответствующими стандартами и инструкциями производителей.
Заклепки с потайной головкой
Подобные элементы имеют и другие названия – ударные, забивные. Клепка с данной деталью осуществляется в нескольких случаях:
- когда запрещено применять сварку;
- когда соединяют неметаллические материалы.
Заклепки можно клепать внахлест, встык, а также цепным и шахматным методом.

Больше о заклепках под молоток смотрите в видео ниже.
Заклёпка — один из простейших видов крепежа для создания неразъёмных соединений. В общем случае — это стержневая или трубчатая деталь, имеющая на одном конце опорную «закладную» головку определённой формы. Устанавливается в соединении, как следует из названия, методом клёпки (а также усадки, вальцовки, протяжки, взрыва).
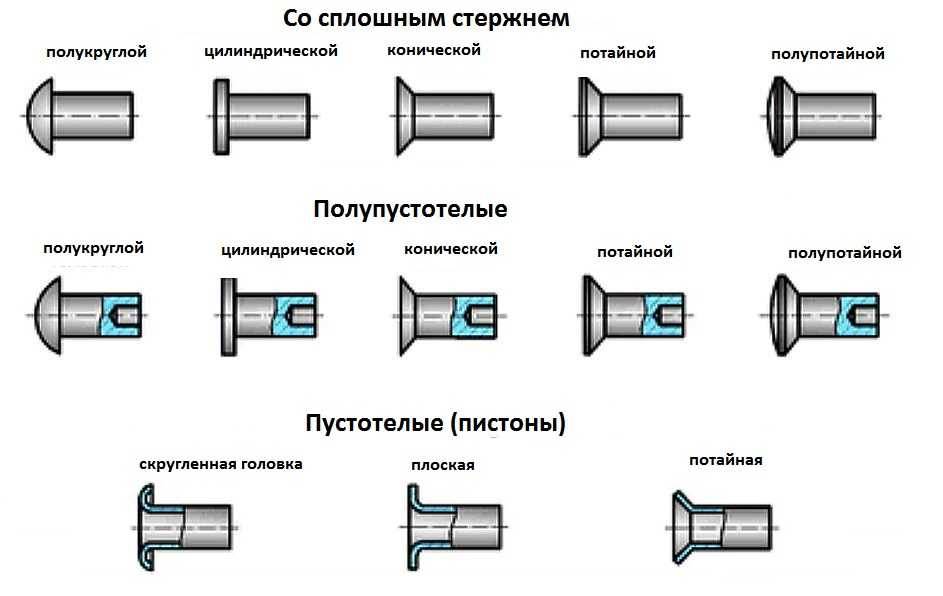
По форме заклёпки можно условно разделить на несколько основных типов:
- Заклёпки с замыкающей головкой (бывают полнотелые, пустотелые и полупустотелые)
- Заклёпки с протяжкой (называют также — отрывные или вытяжные)
- Заклёпки резьбовые (также называют — гайки клепальные)
Заклёпки с замыкающей головкой
Исторически первыми были изобретены заклёпки с замыкающей головкой — поэтому они получили наибольшее распространение. Такие заклёпки имеют с одной стороны закладную головку. Вторая головка, называемая замыкающей, формируется с помощью вальцовочного или клепального инструмента: клепальный молоток, клещи.

По форме головки заклёпки с замыкающей головкой делятся на:
Также конструктивно они отличаются наличием отверстия внутри заклёпки:
- Полнотелые заклёпки — отверстие отсутствует
- Пустотелые заклёпки — трубчатые — имеют сквозное отверстие
- Полупустотелые заклёпки — под развальцовку — имеют глухое отверстие
Материалы для заклёпок
Заклёпки с замыкающей головкой могут быть изготовлены из разнообразных металлов и сплавов, которые хорошо поддаются пластической деформации.

Наибольшее распространение получили следующие материалы:
- Стали — в основном, используются пластичные высококипящие стали 03кп, 05кп, 08кп, 10кп, 15кп, 20кп
- Нержавеющие стали — аустенитные стали 12Х18Н9, 08Х18Н10, 03Х18Н11, 12Х18Н10Т
- Алюминиевые сплавы — наиболее применимы сплавы АД, АД1, алюминиево-магниевые сплавы АМг2, АМг5, АМг5П, АМг6, сплавы АМц, В94, В65, также используют дюралюминиевые сплавы Д1, Д16, Д16Т, Д18, Д18П, Д19П
- Латунные сплавы — в основном, сплав Л63
- Медь — марки МТ, М3
Маркировка заклёпок по материалам
Заклёпки могут быть маркированы на головке — для последующей идентификации. Маркировка может быть выпуклой или вогнутой (клеймение).

Далее приведена таблица с принятой маркировкой основных материалов в виде точек или штрихов.
Установка хольнитенов (заклепок). Как установить хольнитены в домашних условиях
Хольнитен (заклепка) предназначен для неразъемного соединения разнообразных материалов. Наиболее часто хольнитены применяют при изготовлении разнообразных кожаных изделий, одежды, обуви, изделий из прочных тканей и войлока. Хольнитены могут иметь и декоративное значение и использоваться как украшение.
Односторонние хольнитены
Хольнитен состоит из шляпки с отверстием и ножки с выступом. В зависимости от формы ножки хольнитены делят на односторонние и двусторонние. У односторонних хольнитенов основание ножки плоское и оно имеет отверстие. Основание шляпки выступающее полукруглое. У двусторонних хольнитенов основания ножки и шляпки идентичные – выступающие полукруглые.
Двухсторонние хольнитены
Процесс установки хольнитенов следующий:
1. Предварительно в скрепляемом материале делается отверстие в соответствие с диаметром ножки хольнитена. Проще всего отверстие делать ручным пробойником, подобрав соответствующий диаметр отверстия.
Но в домашних условиях если пробойника нет под рукой, можно проделать отверстие с помощью любого острого инструмента, к примеру ножа.
2. Вставляем в отверстие ножку хольнитена и закрепляем вручную на ножке шляпку
Здесь важно, для надежного и красивого соединения, чтобы ножка заклепки (хольнитена) имела длину на 1,2 мм больше толщины скрепляемого материала
Если длина ножки будет коротковата, то хольнитен просто не заклепается или соединение будет не прочным, а если ножка хольнитена будет очень длинной, то при установке ножка деформируется и выступая некрасивым полукругом на шляпке.
Надеваем в ручную шляпку на ножку хольнитена.
3. Осталась самая важная часть при установке хольнитена – его опрессовка, заклепка.
Проще и качественнее и быстрее всего установка хольнитенов осуществляется с помощью ручного пресса и соответствующей для данного типа хольнитена насадки. Если вы хотя бы иногда устанавливаете хольнитены или другую фурнитуру, настоятельно рекомендую приобрести ручной пресс для фурнитуры. В настоящее время цены на них совсем не высоки, а в хозяйстве он пригодится и не раз.
4. Можно приобрести набор специальных бит для установки хольнитенов.
При установке хольнитенов с помощью бит, важно наносить удары точно по центру ножки хольнитена, иначе будет происходить перекос и соответственно брак. 5
Если же никаких инструментов у вас нет, а установить хольнитен очень хочется, то установку хольнитена можно произвести и с помощью обычного молотка или плоскогубцев, но красивого соединения вы точно не получите
5. Если же никаких инструментов у вас нет, а установить хольнитен очень хочется, то установку хольнитена можно произвести и с помощью обычного молотка или плоскогубцев, но красивого соединения вы точно не получите.
P.S. И немного о товарах нашего магазина. Если Вам в процессе вашей работы потребуются хольнитены, люверсы, кнопки, ручной пресс для фурнитуры, насадки для пресса, обращайтесь, мы будем всегда рады помочь Вам.
Заклепочник ручной: как пользоваться
Пользоваться ручными инструментами несложно, для этого не нужно приобретать специальные навыки. Правильно приобретенный механизм сделает эту работу качественно и быстро. Цена при покупке инструмента не должна играть большую роль, главное, выбрать модель хорошего качества. Это позволит не беспокоиться о плотности соединения и о выходе инструмента из строя.

Нужно только правильно просверлить отверстия, чтобы диаметр в точности совпадал с диаметром самой заклепки. Саму работу заклепочника мы уже подробно описали выше. После работы останется лишь обработать обратную расплющенную сторону заклепки, то есть удалить кусачками образовавшиеся излишки.
Типы заклепок и заклепочных швов
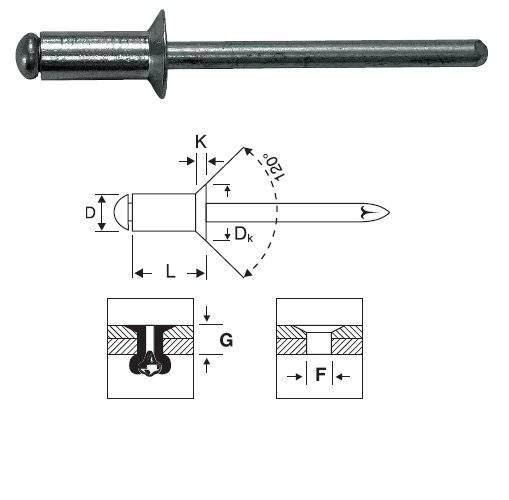
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок (рис. 5.15).
Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметр заклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенка ни отверстия под нее.

Рассмотрим порядок определения длины стержня заклепок с потайной (см. рис. 5.14, а) и полукруглой (см. рис. 5.14, б) головками. В обоих случаях длина заклепки / определяется, исходя из толщины склепываемых деталей S и длины /0 части стержня заклепки, выступающей из отверстия над поверхностью соединяемых деталей. Длина выступающей части стержня зависит от диаметра заклепки и формы замыкающей головки. Для заклепок с полукруглой головкой 10= (1,2… 1,5)d, для заклепок с потайной головкой 10 = (0,8… ,2)d.
Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка…. 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка…. 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
В случаях, если невозможно сформировать в соединении замыкающую головку, применяют взрывные заклепки (рис. 5.15, ё). Такая заклепка, заполненная взрывчатым веществом, устанавливается в отверстие соединяемых деталей и осаживается легкими ударами молотка в холодном состоянии. После этого ее нагревают со стороны закладной головки каким-либо нагревательным прибором (например, паяльником), в результате чего происходит взрыв вещества, помещенного в стержне заклепки и его конец расширяется, образуя замыкающую головку.
Для соединения тонких металлических листов и деталей из неметаллических материалов используются трубчатые заклепки (рис. 5.15, ж), замыкающая головка которых образуется развальцовкой.
Место соединения деталей при помощи заклепок называется заклепочным швом. В зависимости от характера соединения и егоназначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
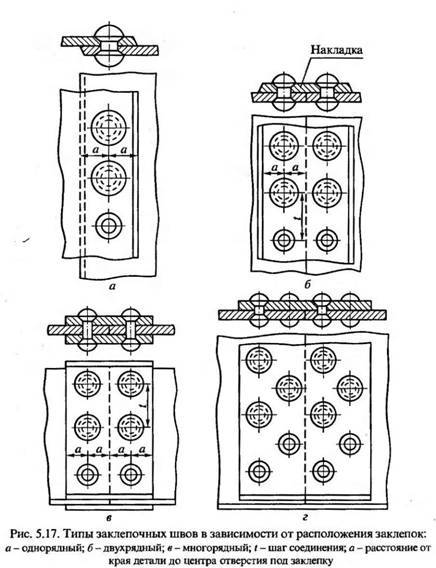
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку (рис. 5.16, а). Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна (рис. 5.16, б) или две (рис. 5.16, в) накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения (рис. 5.17).
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
Как клепать заклепки заклепочником
В качестве базового примера можно использовать этапы соединения деталей вручную. Они обязательно включают:
- подготовку поверхностей (очищение, выравнивание);
- замеры и нанесение разметки;
- создание отверстий;
- монтаж крепежей.
Выравнивание — это важная процедура перед клепкой. Без нее элементы соединяться неровно и могут сами деформироваться.
Просверливание отверстий лучше осуществлять, надежно закрепив деталь. Это позволит избежать смещения. Для этого используют ровную деревянную поверхность. После тщательных расчетов и нанесения отметок можно начинать сверлить.
Сверло для дрели нужно брать немного больше, чем нужный диаметр. То есть, чтобы на листе появилось отверстие размером 3,8 мм, требуется сверло на 4 мм.
После работы дрели заклепки стоит примерить к получившимся местам крепежа.
Размер заклепок
Головка бобышки должны полностью без щелей перекрывать все отверстие и плотно прилегать к поверхности.
Заклепочники по видам
- Механические
- Пневматические
- Аккумуляторные (электрические)
- Пневмогидравлические
При выборе заклепочника необходимо учитывать такие моменты как:
- Легкость и компактность инструмента (это повышает удобство работы)
- Лучше выбрать модель с поворотной рабочей частью (это обеспечит доступ к сложным для работы местам)
- Рукояти заклепочника должны быть оснащены резиновыми накладками (это облегчает работу, так как препятствует скольжению руки по рукояти инструмента во время работы)
- Инструмент будет более качественным, если его корпус будет литым, а не из металлической пластины
Какой шуруповерт выбрать для домашних работ
Механические заклепочники
Самый распространенный и востребованный вид заклепочников. Они имеют самое простое устройство и несложны в использовании (не требуют специальных навыков).





Механические заклепочники бывают разных типов:
Одноручные заклепочники
Предполагают работу одной рукой, и рассчитаны на заклепку, которая не превышает диаметром 4,9 мм. Некоторые модели одноручных заклепочников оснащены поворотной рабочей частью, которая может разворачиваться на 90, 180 и 360 градусов (что может облегчить установку заклепки в проблемных местах).
Двуручные заклепочники
Имеют другую конструкцию, которая позволяет развить большее усилие, и предполагают возможность работы с заклепками диаметром до 6,5 мм.
Заклепочники «гармошка»
Могут ставить заклепки в труднодоступных местах, при этом развивая достаточно большое усилие при работе одной рукой.
Аккумуляторные заклепочники
Внешним видом этот инструмент похож на обычный шуруповерт. К плюсам этого вида заклепочников относится скорость и качество работы, а также малое приложение сил при работе. Минусом является ограниченное время работы, оно зависит от емкости аккумулятора.
Имеют большую производительность, по сравнению с другими видами, за счет того что работают они от сжатого воздуха. К минусам пневматического заклепочника можно отнести сложное устройство, ограниченную мобильность (зависит от размера подающего воздух шланга) и большой вес. Стоимость такого заклепочника достаточно большая, но и производительность впечатляет.
Этапы работ
Этапы:
- Подготовка соединяемых деталей.
- Разметка отверстий.
- Высверливание отверстий.
- Зенковка готовых гнезд.
- Установка крепежных элементов.
- Обжим.
Прежде чем приступать к основным этапам работ необходимо:
- Очистить поверхности от налета, грязи, ржавчины.
- Отметить места будущих отверстия. Перед сверлением их нужно накернить, чтобы сверло не уходило в сторону.
Подготовка металлоконструкций (Фото: Instagram / start_blasting)
Высверливание отверстий
Высверлить отверстия в металлических поверхностях можно с помощью сверлильного станка или ручного электроинструмента. Лучше использовать сверлильный станок, поскольку им можно просверливать отверстия в деталях большей толщины.
При использовании ручного электроинструмента, важно точно контролировать его положение при сверлении, чтобы он не отклонялся в стороны. При сверлении необходимо использовать специальные охлаждающие жидкости
Работать можно только заточенным сверлом.
Вставка заклепок
Этапы:
- Крепежный элемент вставляется в отверстие стержнем снизу-вверх.
- Под закладную головку устанавливается поддержка. Если она потайная, необходимо применять плоскую поддержку.
- Детали уплотняются. Их осаживают в месте клепки. Зазоры между металлическими листами устраняются молотком.
Образование замыкающей головки
Способы выполнения:
- Прямой метод. Удары молотка наносятся по стержню заклепки с той стороны, где образуется замыкающая головка.
- Обратный метод. Удары молотком наносятся по закладной головке.
Слесарные молотки (Фото: Instagram / inforce_tools)
Как выбрать заклепочник: производители и цены
При выборе конкретной модели многие опираются на цены. Вот только разброс очень большой — есть очень дешевые и, практически один в один по внешнему виду, но в разы дороже. Даже в десятки раз дороже. Сразу стоит сказать, что даже для разовых работ, покупать совсем дешевый заклепочник — слишком рисковать. Он может совсем не работать или работать через пень-колоду.
Если вы хотите только заклепать забор, например, даже в этом случае вам придется установить не одну сотню заклепок. Если придется разбирать инструмент после каждых 2-3 заклепок, вам это точно не понравится
Чтобы выбрать заклепочник, который работает нормально, обращайте внимание на средний ценовой диапазон
Stanley MR 99. Stanley — старейшая американская компания. NOBUS. Недорогой инструмент, надежно работает. Gesipa. Известная фирма, но не все ее хвалят. Однозначно есть более дешевые, работающие, как минимум, не хуже. YATO справляется со стальными заклепками лучше, чем китайские с алюминиевыми. Чтобы можно было оценить разброс цен NWS — немецкая контора. Качество инструмента на высоте. Topex. В некоторых моделях понравилась возможность переставлять «носик» на 90 градусов. Удобно, если приходится работать в труднодоступных местах. KRAFTOOL. Весь инструмент хорош и клепальники тоже.
Если вы предполагаете использовать заклепочник в профессиональной деятельности, выбирать надо подороже. Фирму — по своему усмотрению, но из категории профессиональных или полупрофессиональных моделей. Возможно, они не отличаются конструктивно, но имеют больший ресурс, срок службы. То есть, сделаны более надежно и качественно. И этим объясняется разница в цене — использованы более дорогие/качественные материалы.
- http://okarkase.ru/instrument/zaklepochnik-ruchnoj-kakoj-vybrat-i-kak-im-polzovatsya.html
- http://obinstrumente.ru/ruchnoj-instrument/zaklepochnik-ruchnoj.html
- https://instrument.guru/ruchnoj/kak-pravilno-polzovatsya-zaklepochnikom.html
- http://obustroen.ru/instrumenty-i-oborudovanie/ruchnoy-istrument/slesarno-montaghnyy/klepalnik-ruchnoj.html
- https://derevyannie-doma.com/materialy/ruchnoy-zaklepochnik-kakoy-luchshe-i-kak-vybrat.html
- https://stroychik.ru/tools/zaklepochnik
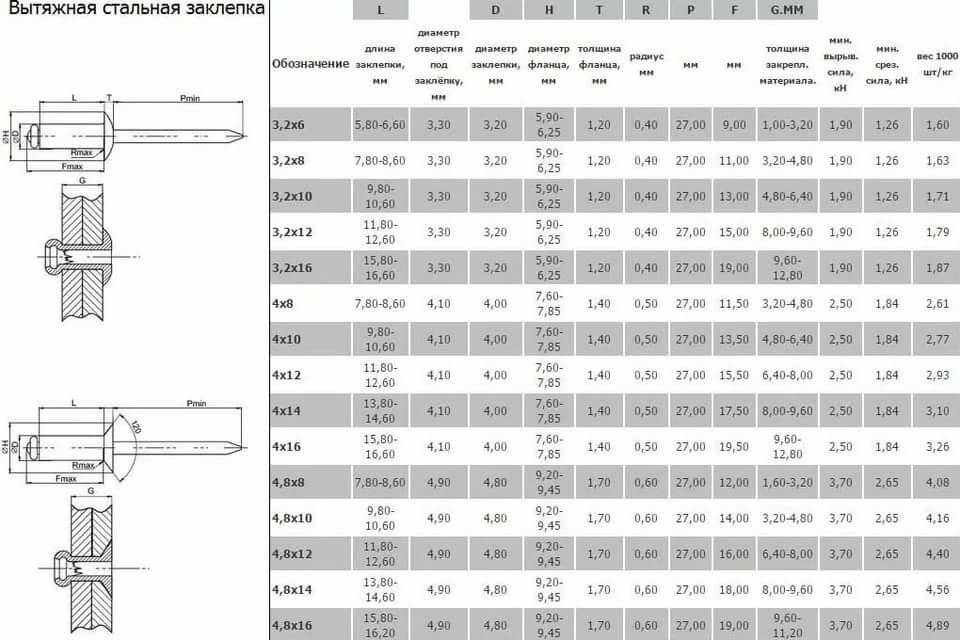
Материалы стержней и сердечников
Вытяжные заклепки заслужили свою популярность благодаря легкости установки и разнообразию применяемых форм и материалов. Применение вытяжных заклепок в самых различных областях промышленности и строительства создает потребность в заклепках из различных типов материалов.
Обычно решающими факторами при выборе материалов компонентов вытяжной заклепки — собственно заклепки и сердечника — являются прочность, коррозионная стойкость и материалы, которые будут соединять этой заклепкой.
Материалы стержней и сердечников:
- Алюминиево-магниевые сплавы (серия 5ххх): AlMg2,5; AlMg3, AlMg5.
- Оцинкованная углеродистая сталь.
- Нержавеющие стали 304 или 316.
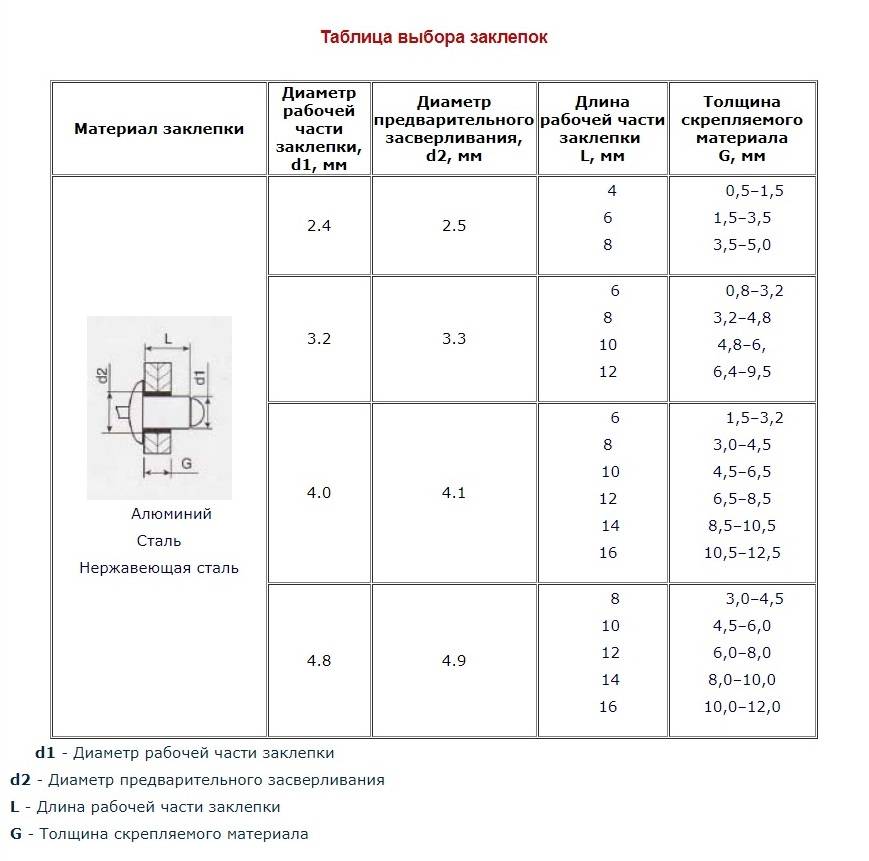
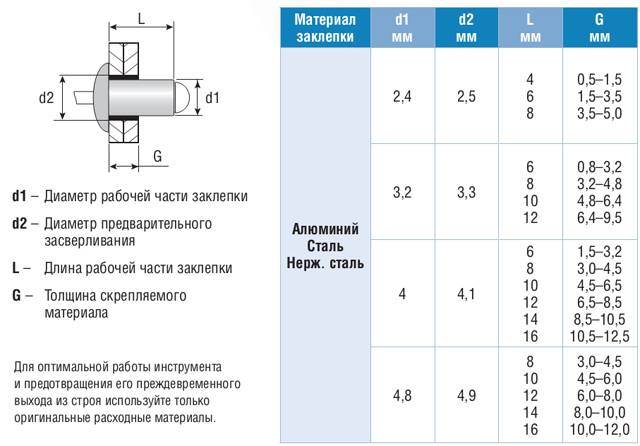
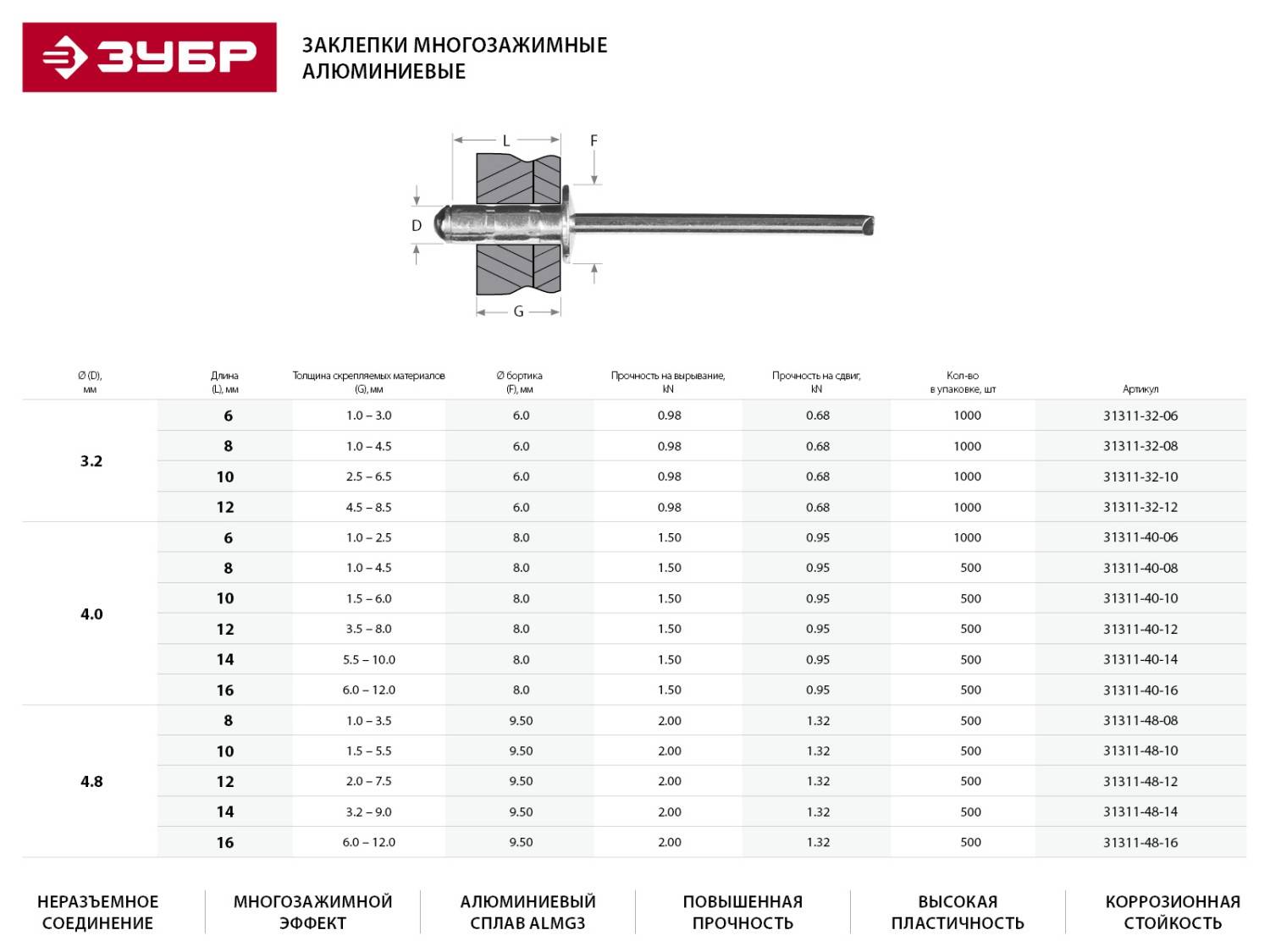
Таблица подбора заклепок по толщине металла
Крепление заклепками является надежным и распространенным методом монтажа.
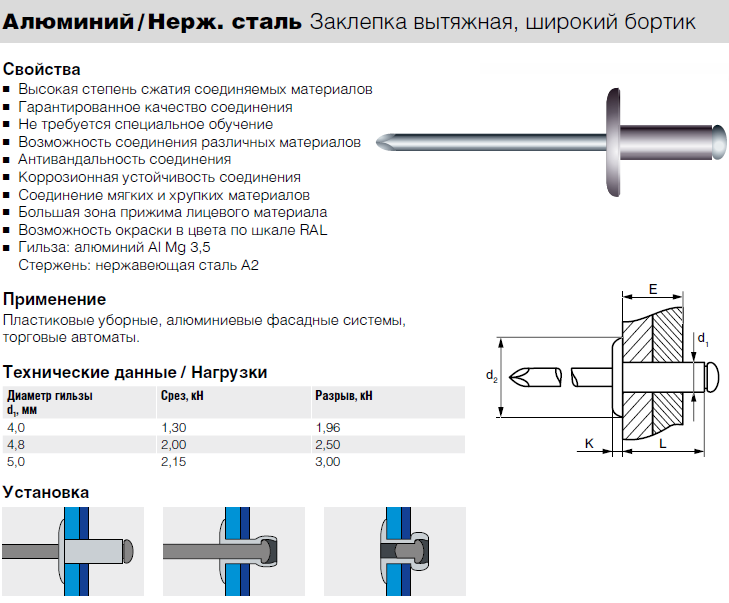
Для достижения хорошего результата крепления необходимо принимать во внимание:
Прочность соединения
Оцениваются нагрузки на срез и на разрыв. В зависимости от прочности соединения выбирается необходимое количество заклепок, их размер и материал из которого они изготовлены.
Скрепляемые материалы
В соединения двух материалов различной толщины или различной прочности заклепка устанавливается так чтобы бортик заклепки был расположен со стороны менее прочного материала. Например соединение пластик/сталь. Заклепка устанавливается бортиком со стороны пластика.
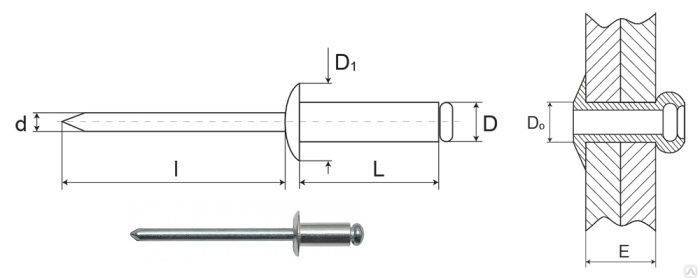
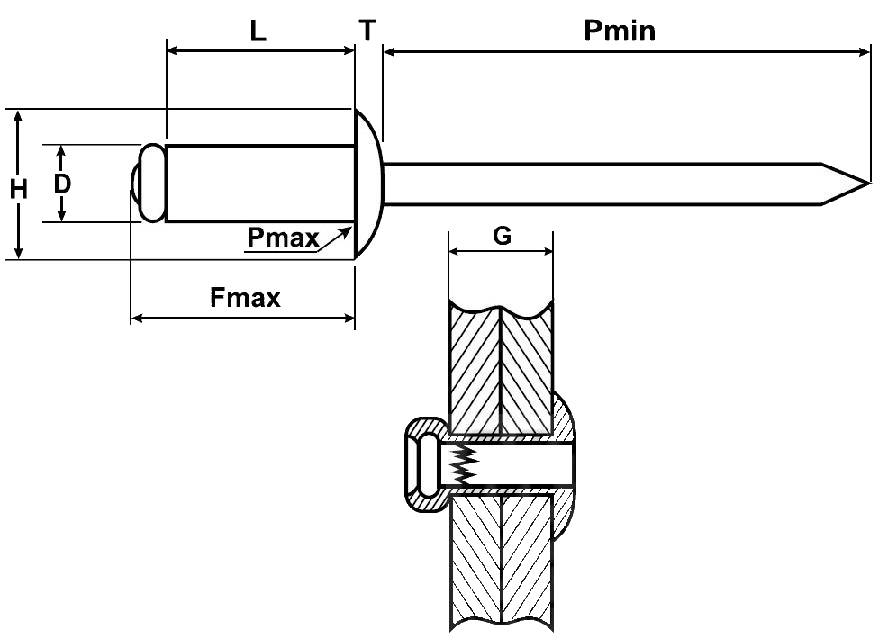
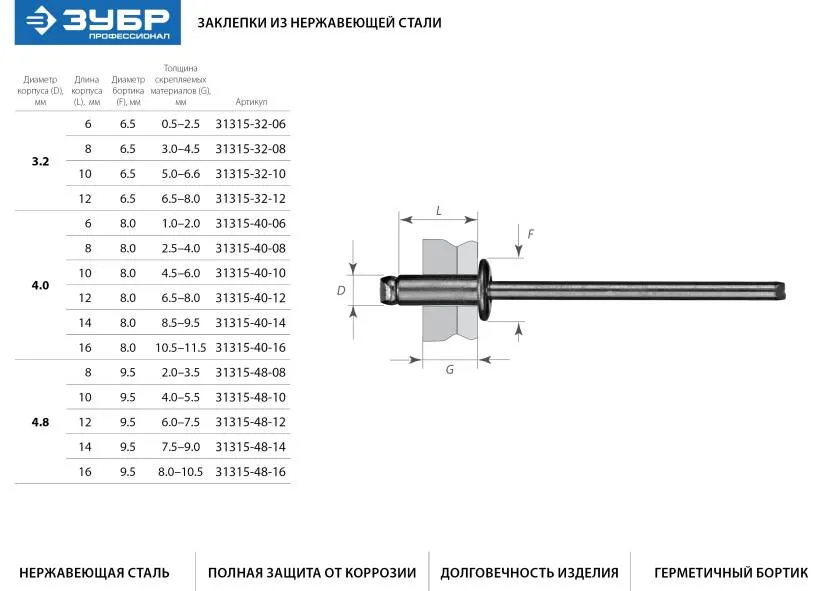
Диаметр (D) заклепки
Для прочных соединений диаметр заклепки должен быть как минимум такой же как толщина скрепляемых материалов, но не превышать её более чем в 3 раза.
Длину (L) заклепки
Рекомендуемая длина заклепки выбирается как толщина скрепляемых материалов (S) плюс диаметр заклепки (D).
Рекомендуемая длина L=S+D
Таблица подбора заклепок
| Диаметр гильзы (D), мм | Длина гильзы (L), мм | Толщина скрепляемых материалов (S) min-max, мм |
| 2,4 | 4 | 0,5 — 2,0 |
| 6 | 2,0 — 4,0 | |
| 8 | 4,0 — 6,0 | |
| 10 | 6,0 — 8,0 | |
| 12 | 8,0 — 10,0 | |
| 3 | 4 | 0,5 — 1,5 |
| 5 | 0,5 — 2,5 | |
| 6 | 1,5 — 3,5 | |
| 7 | 1,5 — 4,5 | |
| 8 | 3,5 — 5,5 | |
| 10 | 5,5 — 7,0 | |
| 12 | 7,0 — 9,0 | |
| 14 | 9,0 — 11,0 | |
| 16 | 11,0 — 13,0 | |
| 18 | 13,0 — 15,0 | |
| 3,2 | 4 | 0,5 — 1,5 |
| 5 | 0,5 — 2,5 | |
| 6 | 1,5 — 3,5 | |
| 8 | 3,5 — 5,5 | |
| 10 | 5,5 — 7,0 | |
| 12 | 7,0 — 9,0 | |
| 15 | 9,0 — 12,0 | |
| 18 | 12,0 — 15,0 | |
| 20 | 15,0 — 17,0 | |
| 4 | 5 | 0,5 — 2,5 |
| 6 | 1,5 — 3,0 | |
| 7 | 3,0 — 4,5 | |
| 8 | 3,0 — 5,0 | |
| 10 | 5,0 — 6,5 | |
| 12 | 6,5 — 8,5 | |
| 14 | 8,5 — 10,5 | |
| 16 | 10,5 — 12,5 | |
| 18 | 12,5 — 14,5 | |
| 20 | 14,5 — 16,5 | |
| 25 | 16,5 — 21,5 | |
| 30 | 21,5 — 26,0 | |
| 4,8 | 6 | 0,5 — 3,0 |
| 8 | 3,0 — 4,5 | |
| 10 | 4,5 — 6,0 | |
| 12 | 6,0 — 8,0 | |
| 14 | 8,0 — 10,0 | |
| 16 | 10,0 — 12,0 | |
| 18 | 12,0 — 14,0 | |
| 21 | 14,0 — 17,0 | |
| 24 | 17,0 — 20,0 | |
| 27 | 20,0 — 23,0 | |
| 30 | 23,0 — 25,0 | |
| 32 | 25,0 — 27,0 | |
| 35 | 27,0 — 30,0 | |
| 40 | 30,0 — 35,0 | |
| 45 | 35,0 — 40,0 | |
| 50 | 40,0 — 45,0 | |
| 5 | 6 | 0,5 — 3,0 |
| 8 | 3,0 — 4,5 | |
| 10 | 4,5 — 6,0 | |
| 12 | 6,0 — 8,0 | |
| 14 | 8,0 — 10,0 | |
| 16 | 10,0 — 12,0 | |
| 18 | 12,0 — 14,0 | |
| 20 | 14,0 — 16,0 | |
| 25 | 16,0 — 21,0 | |
| 30 | 21,0 — 25,0 | |
| 35 | 25,0 — 30,0 | |
| 40 | 30,0 — 35,0 | |
| 45 | 35,0 — 40,0 | |
| 50 | 40,0 — 45,0 | |
| 6 | 8 | 2,0 — 4,0 |
| 10 | 4,0 — 6,0 | |
| 12 | 6,0 — 8,0 | |
| 14 | 8,0 — 10,0 | |
| 16 | 10,0 — 11,0 | |
| 18 | 11,0 — 13,0 | |
| 20 | 13,0 — 15,0 | |
| 25 | 15,0 — 20,0 | |
| 30 | 20,0 — 24,0 | |
| 35 | 24,0 — 29,0 | |
| 6,4 | 12 | 2,0 — 6,0 |
| 15 | 6,0 — 9,0 | |
| 18 | 9,0 — 12,0 | |
| 22 | 12,0 — 16,0 | |
| 26 | 16,0 — 20,0 | |
| 30 | 20,0 — 24,0 | |
| 35 | 24,0 — 29,0 | |
| 50 | 29,0 — 42,0 |
Параметры монтажа
Толщина скрепляемых материалов S (min-max)
Максимальная толщина скрепляемых материалов в соответствии с рекомендуемым диаметром отверстия. Учитываем зазор между материалами до монтажа и прибавляем его к толщине материалов.
Размер отверстия
Просверленные и пробитые отверстия должны быть чистыми, без стружки. Во многих случаях заклепка надежно закрепляется, когда диаметр отверстия на 0,1 мм больше диаметра заклепки (D).
Расстояние до края пластины
Должно быть в 2 раза больше диаметра заклепки, и не более 24-кратного диаметра заклепки (D).
Расстояние между заклепками
Для прочных соединений не больше 3-х диаметров заклепки (D).
Материал изготовления заклепки
Обычно подбирают тот материал, который обеспечит необходимую прочность соединения. Если материал из которого изготовлена заклепка отличается от материала скрепляемых материалов, то при подборе заклепок учитывается возможность гальванической коррозии.


Этапы работ
Этапы:
- Подготовка соединяемых деталей.
- Разметка отверстий.
- Высверливание отверстий.
- Зенковка готовых гнезд.
- Установка крепежных элементов.
- Обжим.
Прежде чем приступать к основным этапам работ необходимо:
- Очистить поверхности от налета, грязи, ржавчины.
- Отметить места будущих отверстия. Перед сверлением их нужно накернить, чтобы сверло не уходило в сторону.
Высверливание отверстий
Высверлить отверстия в металлических поверхностях можно с помощью сверлильного станка или ручного электроинструмента. Лучше использовать сверлильный станок, поскольку им можно просверливать отверстия в деталях большей толщины.
При использовании ручного электроинструмента, важно точно контролировать его положение при сверлении, чтобы он не отклонялся в стороны. При сверлении необходимо использовать специальные охлаждающие жидкости. Работать можно только заточенным сверлом
Работать можно только заточенным сверлом.
Вставка заклепок
Этапы:
- Крепежный элемент вставляется в отверстие стержнем снизу-вверх.
- Под закладную головку устанавливается поддержка. Если она потайная, необходимо применять плоскую поддержку.
- Детали уплотняются. Их осаживают в месте клепки. Зазоры между металлическими листами устраняются молотком.
Образование замыкающей головки
Способы выполнения:
- Прямой метод. Удары молотка наносятся по стержню заклепки с той стороны, где образуется замыкающая головка.
- Обратный метод. Удары молотком наносятся по закладной головке.
Жестяницкие работы. Проолифка стали. Травление и лужение металла. Холодная клепка
На практике применяются два метода лужения: натиранием и погружением.
При лужении методом натирания на поверхность детали наносят кисточкой раствор хлористого цинка и порошок нашатыря, разогревают деталь в печи или паяльной лампой, пока хлористый цинк не закипит, после чего на поверхность насыпают порошкообразный припой или кусочки олова и, как только они расплавятся, растирают их по поверхности щеткой, паклей или тряпкой.
Остывшую облуженную поверхность протирают песком и промывают водой.
Участки, к которым полуда пристала плохо, снова нагревают и лудят.
При лужении методом погружения деталь опускают в ванну с раствором хлористого цинка, выдерживают там 30-60 с, затем погружают в ванну с расплавленной полудой.
Температура ванны должна быть примерно на 300`C выше, чем температура плавления полуды.
Метод погружения целесообразно применять, когда лужению подвергается большое количество мелких деталей.
Холодная клепка
Клепкой называется операция получения неразъемных соединений с помощью заклепок различной формы и размеров.
В зависимости от величины и места применения заклепок клепка может быть горячей и холодной.
Горячую клепку выполняют обычно заклепками диаметром свыше 10 мм, а холодную – заклепками диаметром до 10 мм.
В жестяницком деле применяется холодная клепка.
Клепка в зависимости от инструмента и оборудования, а также способа нанесения ударов или давления на заклепку может быть трех видов:
1. Ударная клепка ручными инструментами.
2. Ударная клепка с помощью клепальных пневмомолотков.
3. Прессовая клепка клепальными прессами или скобами.
Применение ударной ручной клепки вследствие высокой стоимости, медленности процесса и несовершенства этого способа весьма ограничено.
Ударная ручная клепка применяется обычно там, где имеется малый объем клепальных работ или где нельзя из-за отсутствия клепального инструмента и оборудования перейти к ударной клепке с помощью клепальных пневмомолотков или прессовой клепке клепальными прессами или скобами, а также в труднодоступных местах, т.е., где невозможно применять два последних вида клепки.